Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
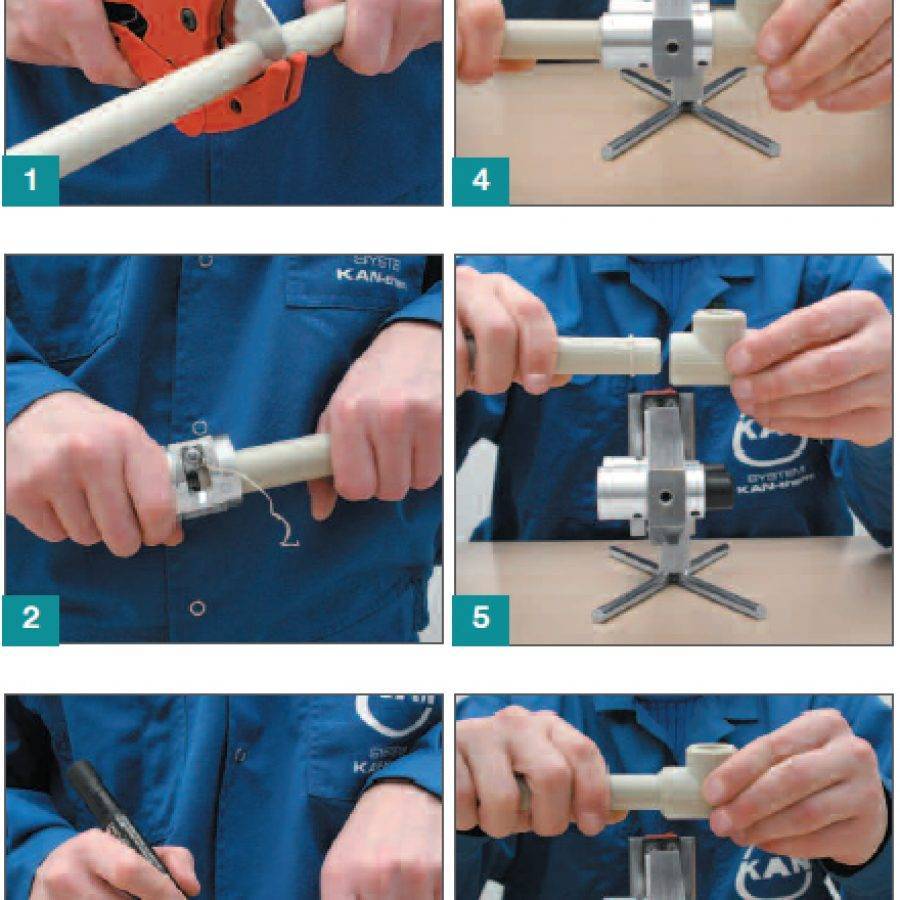
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
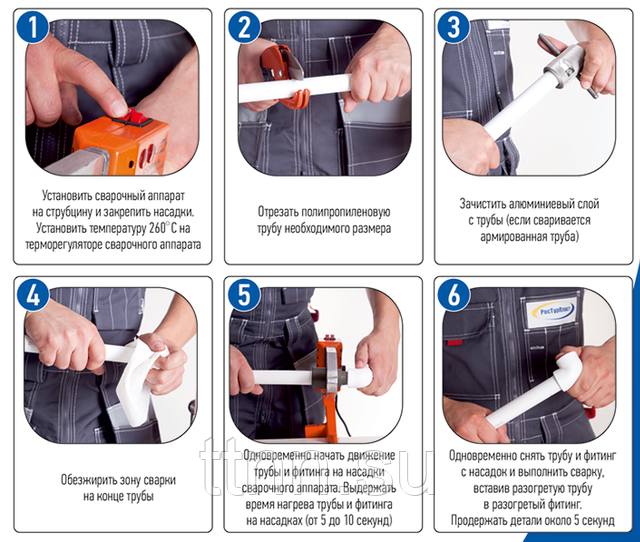
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
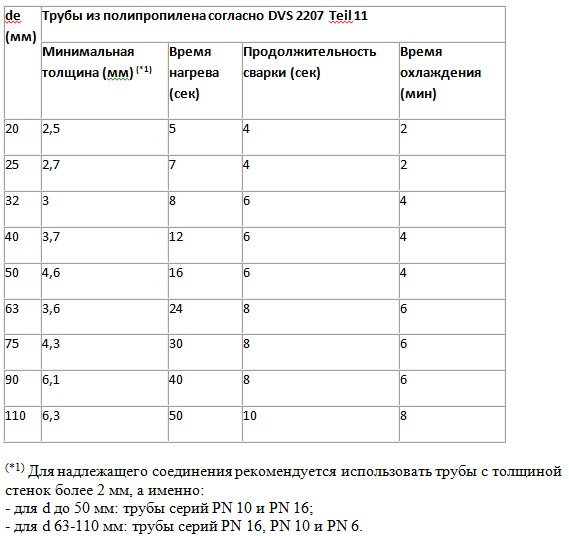
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Как правильно паять полипропиленовые трубы
Итак, разобравшись в доступных методах, большинство мастеров останавливаются на пайке ручным прибором. Рассмотрим более подробно тонкости монтажа. Что понадобится приобрести.
Инструменты и материалы

- Паяльник. Его мощность подбирается по диаметру трубопровода (диаметр умножается на 10). Так, для 32 мм, понадобится прибор 320 Вт.
- Для труб до 40 мм подойдёт ручной паяльник. Свыше 40 мм, лучше использовать приборы с центрирующими приспособлениями.
- Комплект насадок. Это нагревательные элементы с тефлоновым покрытием различных диаметров от 16 до 40 мм (ручной прибор).
- Ключи для закрепления насадок.
- Трубный роликовый резак.
- Нож для удаления зазубрин.
- Маркер.
- Рулетка.
- Спирт или ацетон для предварительного обезжиривания.
- Кусочек брезента или деревянный скребок для очищения насадок.
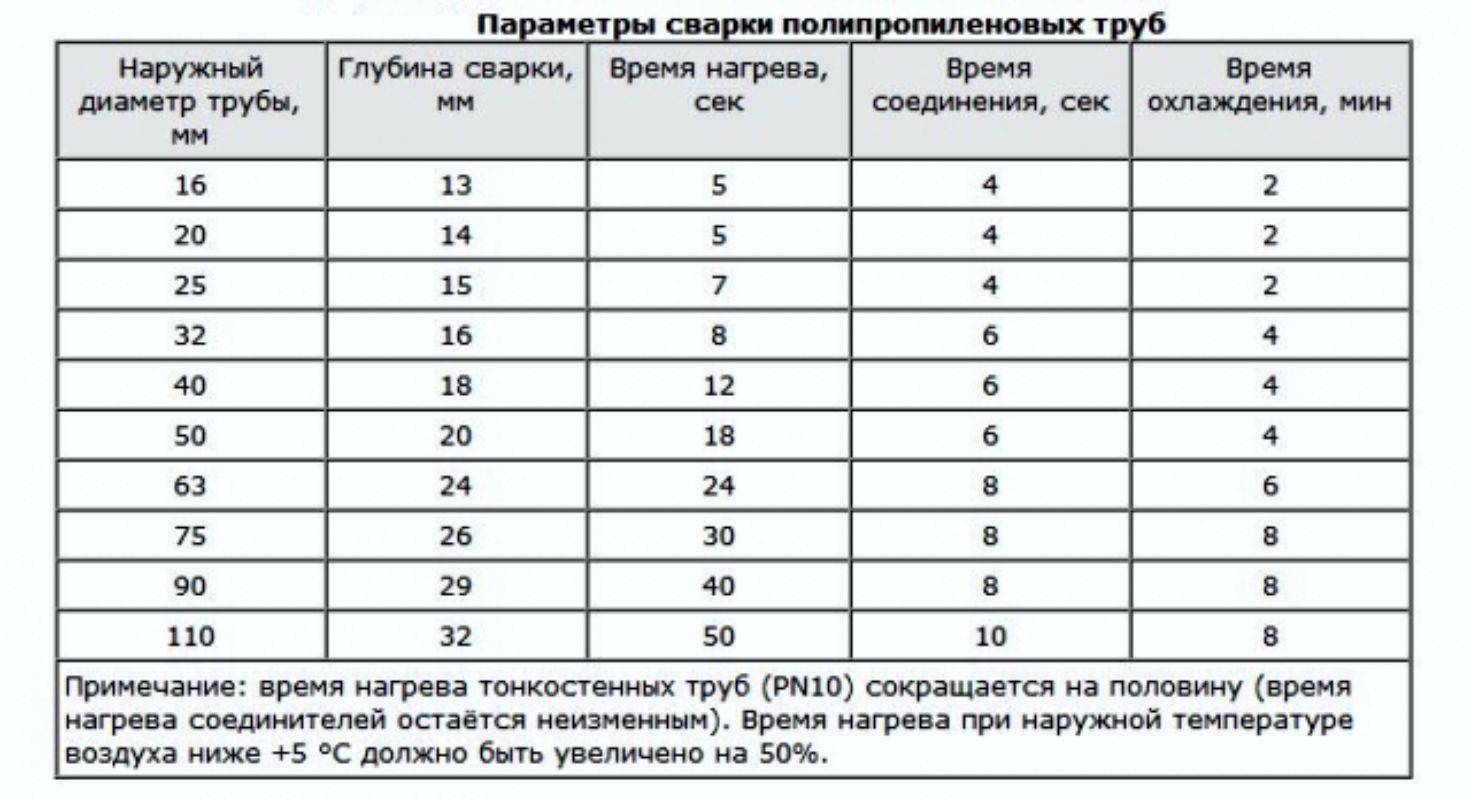
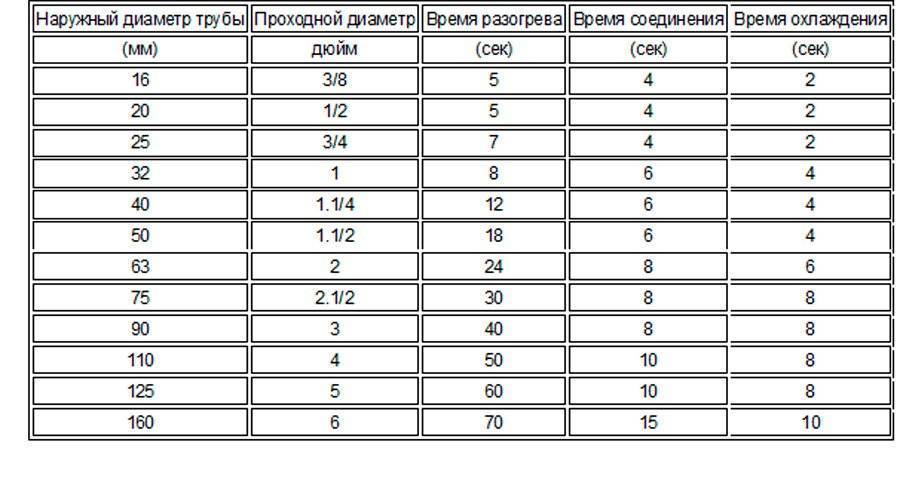
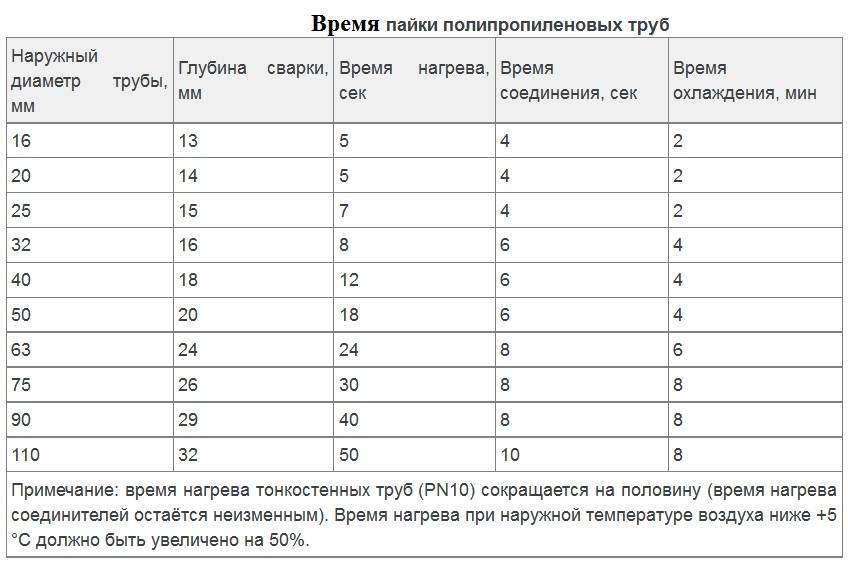
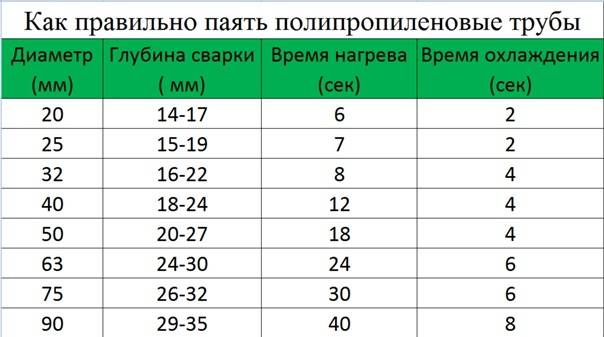
Таблица параметров и времени сварки
Это справочная таблица времени, на которое нужно фиксировать элементы для нагрева и остывания после пайки. Нужно знать, что на время схватывания может повлиять температура вокруг (в таблице приведены данные для температуры +20 °С).
При какой температуре паять полипропиленовые трубы? Работать с ПП на холоде нельзя. Даже если монтаж производится зимой в неотапливаемом помещении, необходимо позаботиться о том, чтобы создать зону тепла на месте работы (тепловая пушка или инфракрасный обогреватель справятся с задачей).
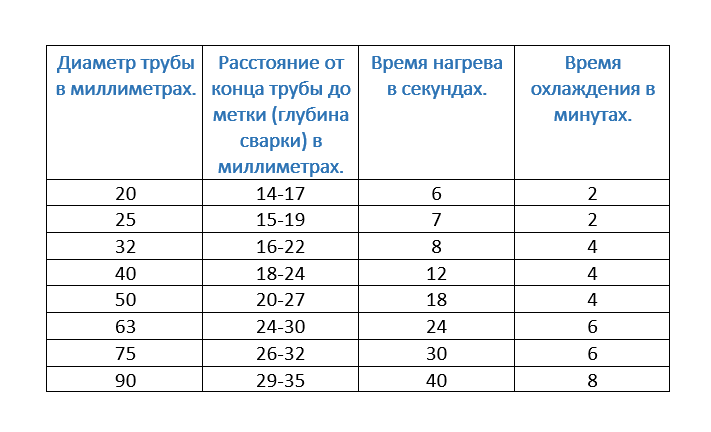
Таблица технических параметров пайки ПП для 260 °С
| Диаметр трубы наружный (мм). | Глубина посадки (мм.) | Время нагревания (сек.) | Время фиксирования (сек.) | Время полного остывания (мин.) |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 – 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 4 — 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 6 — 8 | 5 — 6 |
Постепенно вырабатывается навык, или чутьё на то, сколько выдерживать нагрев. Чтобы потренироваться, советуется вместе с комплектом «чистового» трубопровода приобрести обрезки полипропилена, которые обычно уценяют.
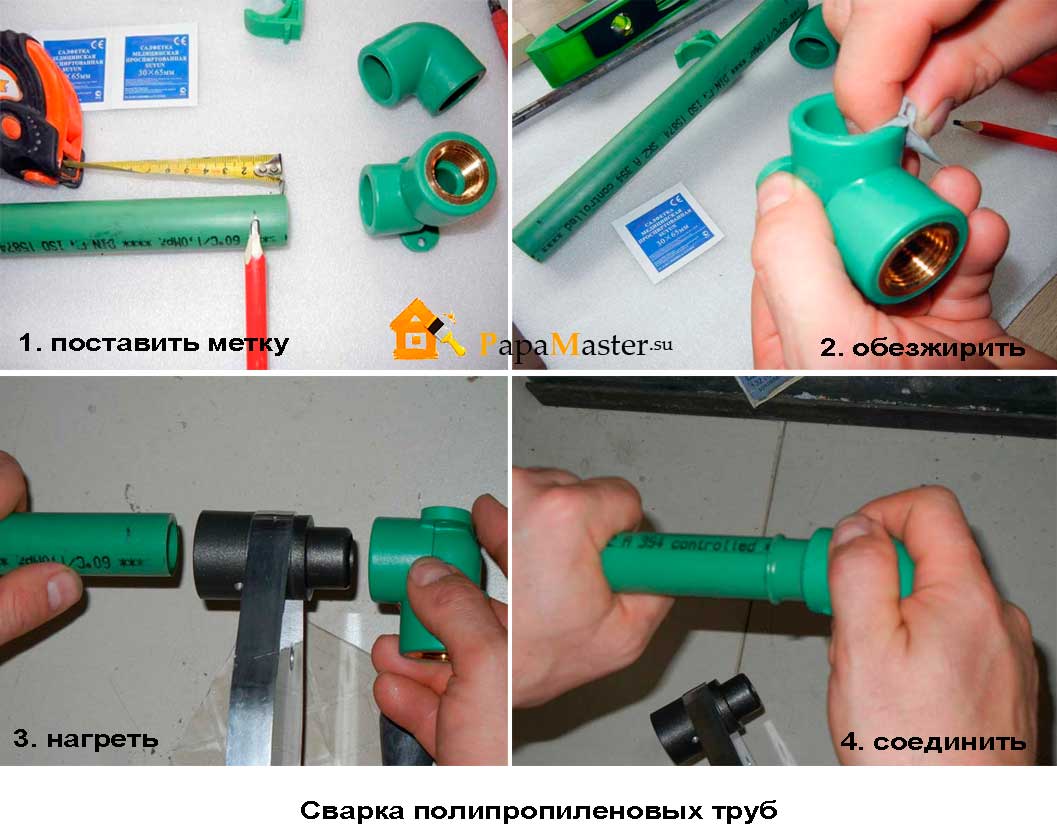
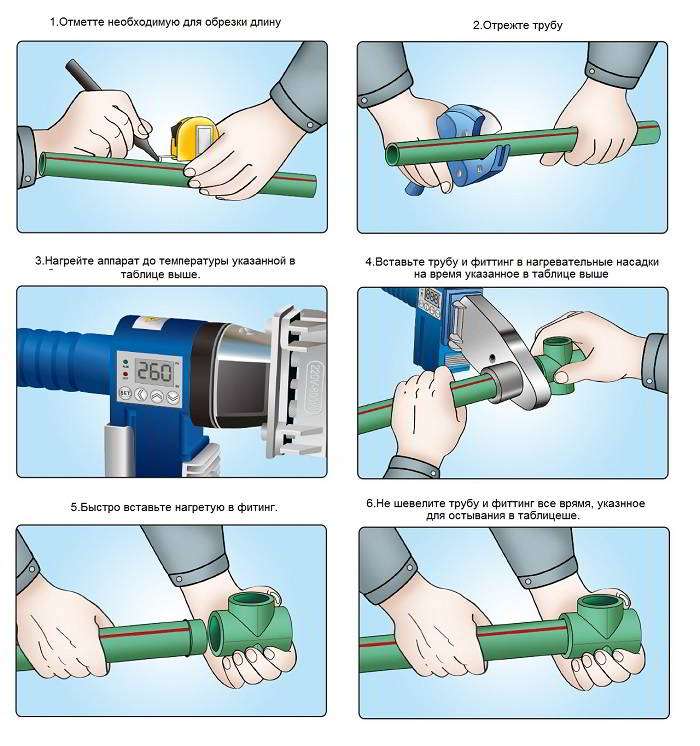
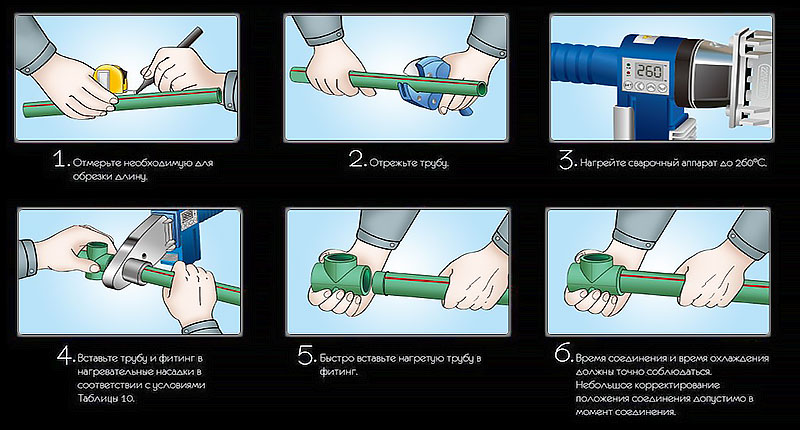
Пошаговая инструкция
Итак, рассмотрим, как осуществляется пайка труб из полипропилена:
- Составляется схема, детали обрезаются, подбирается труба и фитинг, чтобы они плотно входили друг в друга без люфта.
- Помечается глубина входа (маркером) так, чтобы оставался зазор в 1 мм (не более!)
- Подбирается пара насадок, проверяется свободное вхождение в них трубных элементов. Тефлон обезжиривается, насадки закрепляются в паяльнике.
- Обезжириваются поверхности трубы и фитинга.
- Паяльник устанавливается на ровной поверхности, включается в сеть.
- По таблице определяется, сколько секунд будет идти нагрев и фиксация.
- На термостате выставляется необходимая температура (260°С).
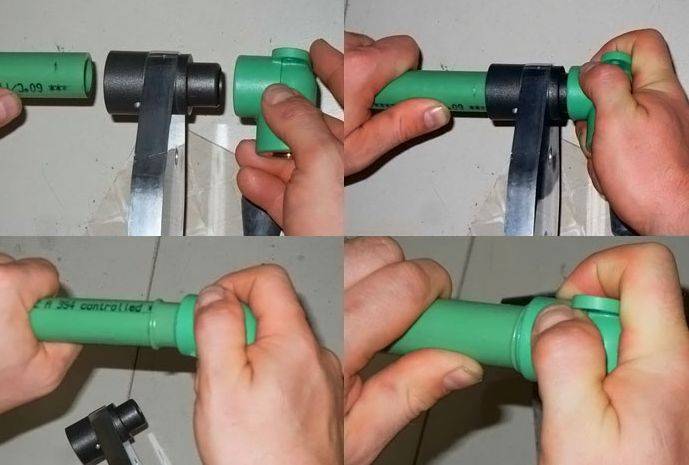
- После того, как термостат приостановит нагрев паяльника, можно вставлять ПП элементы в насадки: сначала фитинг (он толще, греется чуть дольше), затем трубу.
- Извлекаются сначала труба, затем фитинг и детали вставляются одна в одну до маркерных пометок. Делать это нужно плавно, крутить элементы нельзя! Также не нужно слишком сильно давить, иначе могут появиться валики пластика, которые будут препятствовать нормальной циркуляции.
- Выдерживаются положенные секунды (из таблицы «Время фиксирования»). Затем детали оставляются в покое на минуты, указанные в таблице, как «Время полного остывания».
- Пока тефлоновые поверхности насадок не остыли, их тщательно протирают брезентом или деревянным скребком, очищая от остатков полипропилена. Делать это нужно после каждой пайки!
Пользоваться трубопроводом можно будет через час после проведения пайки последнего элемента.
В случае неудачи, бракованный участок вырезается, и пайка производится повторно на чистой поверхности.

Диффузионный метод пайки
Качество швов зависит от того, насколько Вам удобно работать. Поэтому как можно больше деталей нужно сваривать на подставке. Когда же дело дойдёт до элементов, которые придётся паять на месте размещения трубопровода, пригодится помощь напарника. А насадки для этих работ удобнее размещать на крайней позиции аппарата.
Полипропилен: особенности материала для трубопроводов
Читать также: ТОП-10 Лучших паяльников для полипропиленовых труб: обзор зарекомендовавших себя моделей | Рейтинг 2019 года

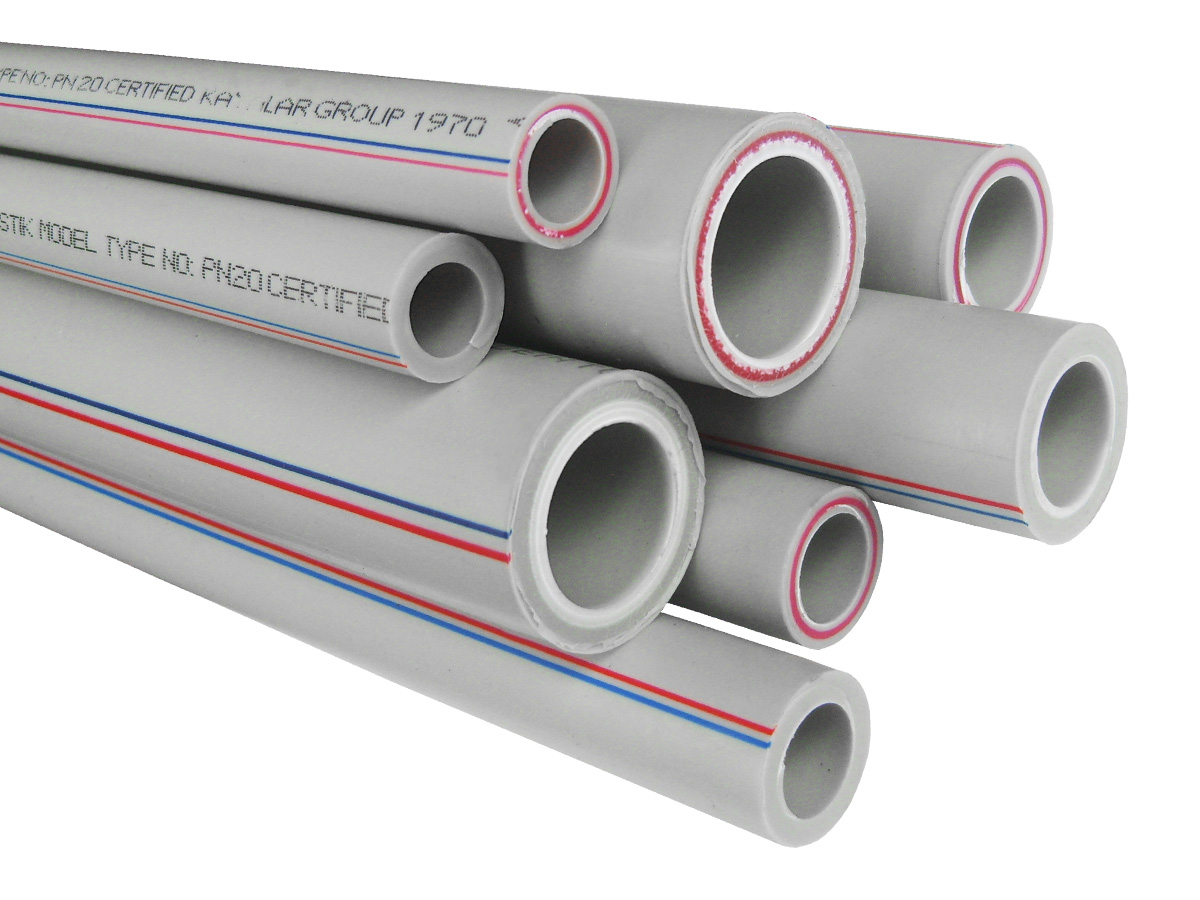
Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.

Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
При температуре жидкости более +95С и напоре от 20 атм срок жизни РР-трубы значительно сокращается.
вернуться к меню
Армированные PP-трубы
Читать также: Двухтрубная система отопления частного дома: устройство, типы систем, схемы, компоновка, разводка, монтаж и запуск системы (Фото & Видео) +Отзывы
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования — снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:





![[инструкция] пайка полипропиленовых труб | видео](https://profil-pro.ru/wp-content/uploads/5/a/5/5a57c074ac6228687ef38e8dd90d57f5.jpeg)
Армирующий слой может располагаться снаружи или между слоями пластика
Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги
вернуться к меню
Это интересно: Как обложить железную печь в бане кирпичом
Холодная сварка
Для данного способа используется специальный клей, который способен размягчить верхний слой ПП.
Инструкция:
- Перед началом работы, детали подгоняют по размерам, приобретают комплект фитингов.
- Две поверхности (которые собираются соединять), обезжиривают.
- На обе поверхности наносится клей.
- Элементы вставляются друг в друга и плотно фиксируются на 20 секунд.
- В течение часа элементы не должны смещаться.
Через час соединение достигнет максимальной прочности, сопоставимой с пайкой, и трубопровод можно будет использовать.

Метод холодной сварки
Клееные швы нельзя нагревать. Метод допустим только для холодного водопровода!
Обрезка труб
Трубы при работе нужно будет порезать и зачистить. Конструкция не позволит при зачистке снять верхнего слоя больше, чем нужно. Единственное, что нужно научиться правильно пользоваться ножницами, поскольку, чтобы стык был качественным, срез должен быть идеально ровным. Не экономьте на ножницах, изделие плохого качества не сможет сделать срез ровным, а кривой срез, в свою очередь, при большой температуре, приведет к прорывам.
Трубы нужно резать круговыми движениями. Сначала нажмите слегка на рукоятку ножниц и врежьте ими в тело конструкции, потом поверните ножницы вокруг конструкции и режем до конца. Обрезка нужно затем, чтобы пайка была качественной и надежной.
Паять полипропиленовые конструкции не так сложно, как может сперва показаться, но при этом, чтобы это сделать, нужно знать много нюансом, чтобы работу не пришлось повторять, и пайка была осуществлена максимально добротно.
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Это интересно: Трубогиб профильной трубы своими руками: как сделать самодельный вариант
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.




Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.

Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Технология пайки: подготовка, инструменты, материалы, порядок действий
 Правила пайки такие: прежде всего, перед работой по спайке систем трубопровода понадобится ознакомиться с инструкцией, прилагающейся к электрическому аппарату (утюгу). Пайке должен в обязательном порядке предшествовать подготовительный этап. Перед тем как собрать новую систему трубопровода, понадобится составить подробную схему, включающую места расположения кранов, поворотных муфт, тройников и т. п.
Правила пайки такие: прежде всего, перед работой по спайке систем трубопровода понадобится ознакомиться с инструкцией, прилагающейся к электрическому аппарату (утюгу). Пайке должен в обязательном порядке предшествовать подготовительный этап. Перед тем как собрать новую систему трубопровода, понадобится составить подробную схему, включающую места расположения кранов, поворотных муфт, тройников и т. п.
Во время подготовительного этапа потребуется установить на утюг для пайки насадки с тефлоновым покрытием, причем насадки должны иметь необходимый диаметр. Следующим образом инструмент для пайки полипропиленовых труб надо разогреть до температуры нагрева 270 градусов Цельсия. Разогрев устройства должен производиться правильно, соблюдая нормы времени.
Инструменты и материалы
- Ручной паяльный аппарат для соединения;
- Специальные ножницы или кусачки для резки труб нужной длины;
- Маркер для отметок;
- Рулетка измерительная;
- Зачистка;
- Насадки для пайки;
- Ветошь для протирки.
Стоит отметить, что технология пайки трубопровода подразумевает четкое следование определенным шагам. В противном случае результат стараний может получиться неожиданным.
Инструкция
- Прежде чем начать пайку, понадобится включить прибор и разогреть его до температуры 270 градусов по Цельсию;
- Предварительно отрезанные отрезки нужной длины должны быть очищены от неровностей и заусенцев;
- Для точного контроля глубины вхождения трубопровода в нагревательный аппарат, на концах труб выполняются засечки, либо отметки;
- Следующим этапом трубы и соединительные элементы надеваются на насадки паяльника для пайки, после чего выполняется пайка;
- Вхождение должно быть максимально ровным и точным. Если нагрев деталей производится в кривом положении, то пайка будет некачественной, а это в дальнейшем при эксплуатации полипропиленового трубопровода будет негативно сказываться на эксплуатационных характеристиках всей системы;
- После расплавления концов труб и фитингов, надетых на нагретые насадки устройства, их понадобится вытянуть и соединить, при этом осуществляя давление на протяжении 10-30 секунд;
- Изделия должны располагаться ровно, без искривлений, аккуратно вжимая друг в друга;
- Давление не должно быть слабым, поскольку добиться прочности и долговечности трубопровода можно исключительно ровными движениями под давлением рук;
- После того как детали состыкованы, — выдерживаются несколько минут в неподвижном положении;
- Когда шов остывает, соединение становится монолитным и герметичным.

Пайка полипропиленовых труб по шагам
Для работы по предложенному выше порядку действий понадобятся дополнительные комплектующие, относительно которых также стоит поговорить. Поскольку участки труб соединяются при помощи фитингов, представляющих собой соединительные части, то стоит знать, что фитинги устанавливаются на участках поворотов, либо разветвлений трубопровода. Фитинги служат также для герметичного соединения, перекрытия.
Комплектующие
- Отводы, делающие возможным измерение направления трубопровода;
- Крестовики;
- Крестовины;
- Фитинги–переходники;
- Заглушки;
- Соединительные штуцеры (необходимы в случае, если пайка полипропиленовых изделий производится с использованием труб с гибким шлангом).
Фитинги отличаются в зависимости от прочности и надежности. Благодаря этому фитинги широко распространены на строительно-ремонтном рынке.
Полипропиленовые фитинги отличны от пластиковых аналогов не такой чувствительностью к температурным воздействиям.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Соединение труб пайкой с армированием
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.








Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.

Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.