Правильная заточка сверла
Перед тем, как приступить непосредственно к заточке дорогого и качественного сверла, следует испробовать свои навыки на старых, бывших в употреблении изделиях. Таким образом, при негативном результате старое сверло всегда можно пустить на расходный материал. Когда рука будет набита, то можно без страха переходить на новое сверло.
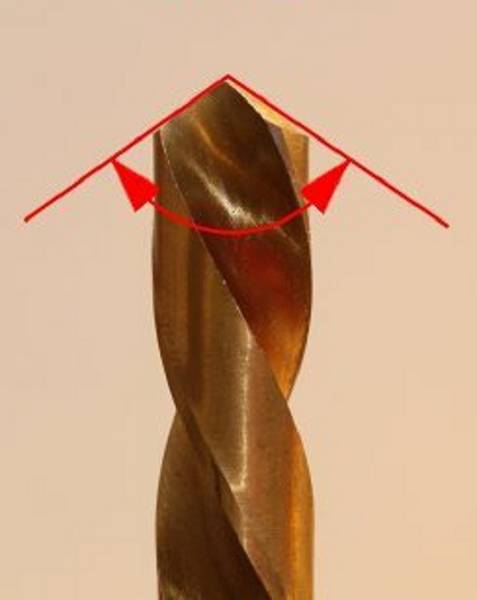
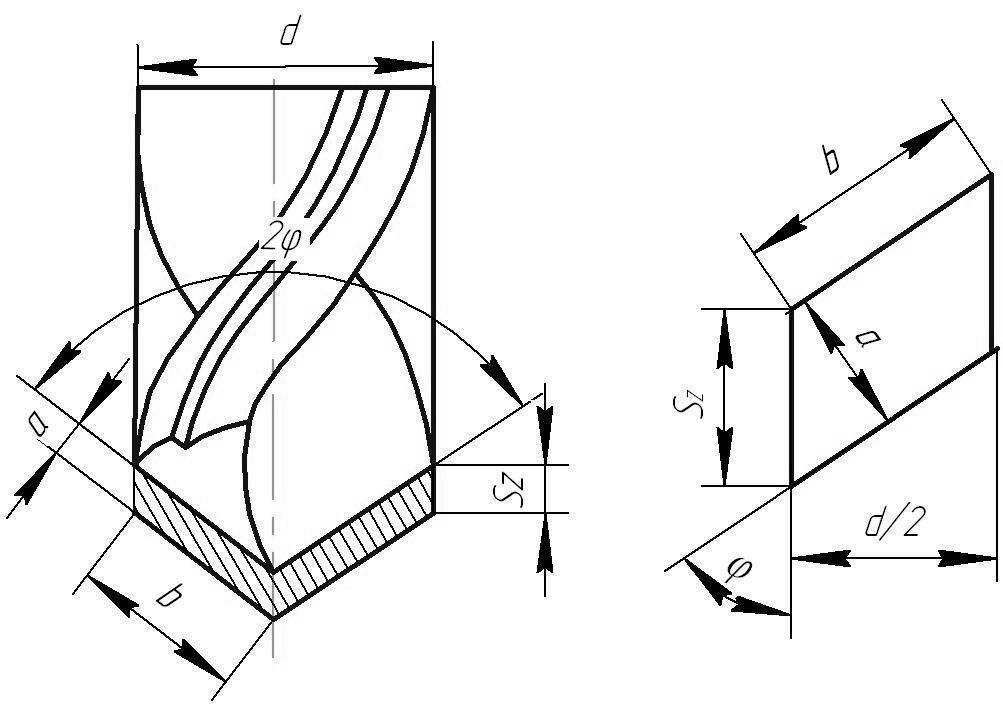
Для наиболее правильного проведения заточки сверла по дереву следует соблюдать его геометрические параметры
Это означает, что важно сохранить угол заводской заточки. Иногда результат может быть и таков — идеально заточенный для перфоратора
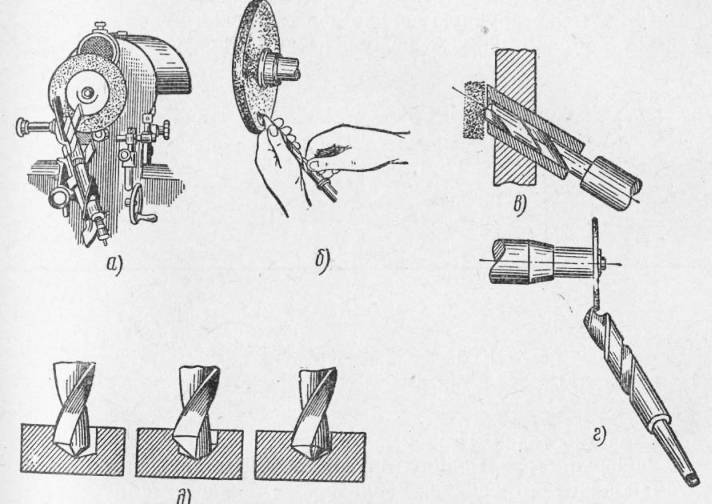
Само сверло можно обрабатывать как вручную, так и с помощью электроточила.
Приспособление для заточки сверл в домашних условиях
Ручная заточка
При ручной заточке используется напильник из мягкой стали. Причем начинать процесс обработки стоит с инструмента с широким шагом насечки, обрабатывая как режущую кромку, так и обратную сторону. После этого можно довести сверло до идеального состояния при помощи напильника с мелкой насечкой.
Заточка при помощи электрического точила
Когда же заточка сверла происходит в «автоматическом» режиме при помощи электрического точила, то очень важно поблизости иметь холодную воду (в емкости или проточную), так как необходимо постоянно охлаждать стержень. Это позволит сохранить изделие от перегрева и порчи
Затачивать сверло при таком варианте следует об край диска точила.
Как только достигнута требуемая геометрия сверла, стоит провести доводку при низких оборотах.
Самодельный станок для заточки сверла
В случае, когда станка для заточки под рукой нет, его вполне можно сделать своими руками.
- Необходимо крепко установить в удобном положении болгарку. Подойдет и стационарная станина с двигателем частотой до 1500 оборотов в минуту (при мощности в 200 Вт).
- Основой для самодельного станка вполне может послужить толстая фанера или деревянный брус.
- Для более корректной заточки необходимо исключить любую вибрацию двигателя и создать условия для плавного перехода на различную скорость оборотов. Чтобы достичь такого результата, можно использовать абразивный круг.
Пошаговая инструкция заточки сверла
Итогом вышеописанных действий является определенная схема действий:
- Подводка сверла к краю диска точильного станка.
- Обязательное соблюдение заводского угла заточки, равного 95 градусам.
- Для улучшения качества заточки сверло следует закрепить в шайбу, задние кромки которой нужно подвернуть на пару миллиметров.
- Как только заточка окончена, стоит продолжить работу на более низких оборотах.
- После этого можно охладить затачиваемое изделие и протестировать на работоспособность.
При выполнении заточки сверла важно понимать, что человеку необходимо обладать очень хорошим зрением. Поэтому для лучшего результата нужно организовать качественное освещение места работы
В случае четкого соблюдения правил, заточенное сверло прослужит очень долго и всегда будет «спасением» при ремонтных или строительных работах.
Инструмент, при помощи которого делают отверстия в древесине, изготавливается из относительно мягкого металла, но требует заточки очень редко, однако из-за фигурной обработки данная операция является одной из самых трудных. Для ее выполнения нужен навык.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.




Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
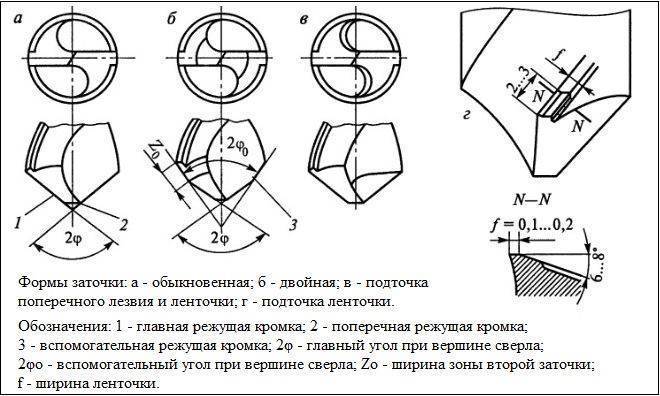
Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
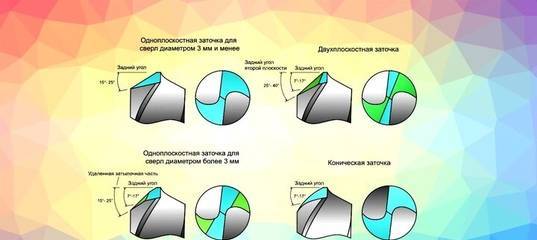
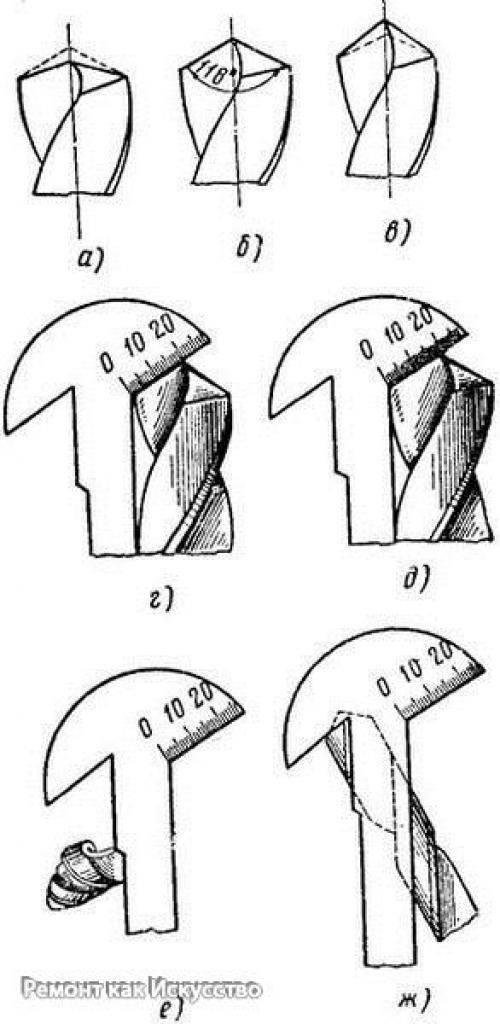
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.
Сверло винтовое по металлу Источник besplatka.ua
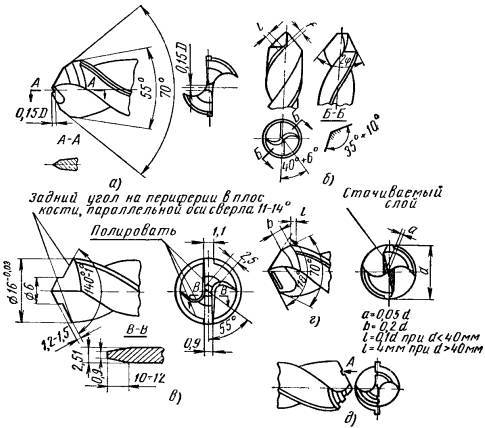
Есть некоторые отличия заточки свёрл разного типа. К примеру, одноплоскостное сверло отличается от других тем, что у него задняя стенка пера имеет всего одну плоскость. А угол наклона этой плоскости варьируется в диапазоне 28-30°. Именно эту плоскость и надо заточить
Здесь важно сверло подносить к вращающемуся точильному камню параллельно этой задней плоскости. При этом инструмент вращать нельзя, даже небольшое отклонение приведёт к неправильно проведённой операции
Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу
Здесь важно не отрывать оснастку от камня. То есть процесс проводиться в одно касание
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.
Заточку надо проводить в одно касание Источник novate.ru
Для чего необходима подточка передней плоскости. Все дело в том, что, уменьшая угол наклона передней плоскости, увеличивается угол режущей кромки. А это увеличение стойкости инструмента к выкрашиванию металла с плоскости режущей кромки. К тому же надо добавить, что длина поперечной кромки резко уменьшается. То есть получается так, что кромка поперечины не режет, а скоблит металлическую заготовку. А точнее центральную часть высверливаемого места.
После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке. Камень для заточки сверла Источник i.ytimg.com
Камень для заточки сверла Источник i.ytimg.com
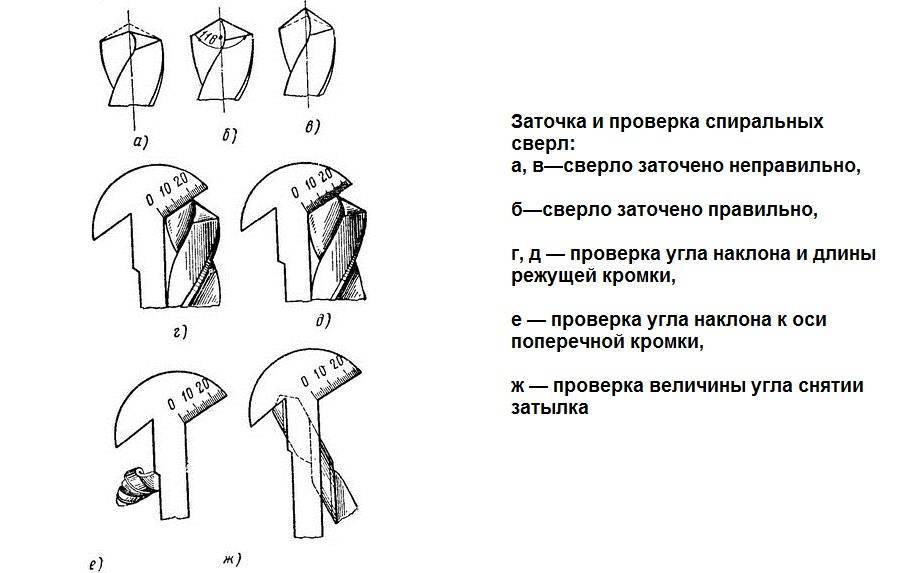





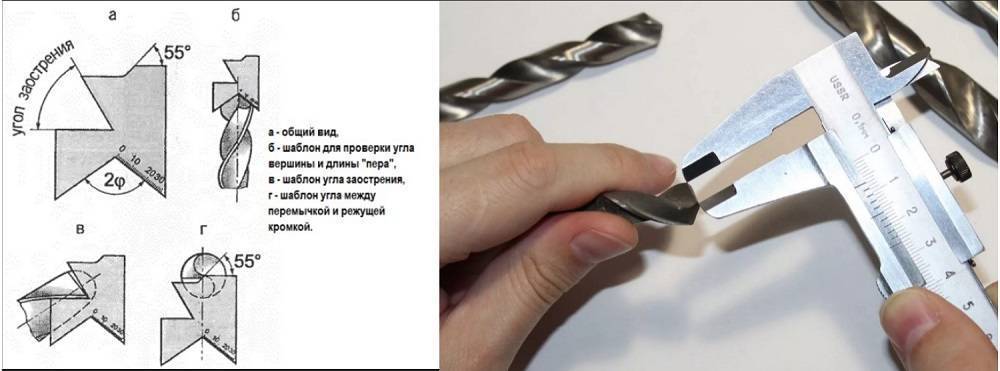
5 Использование шаблона для определения угла
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
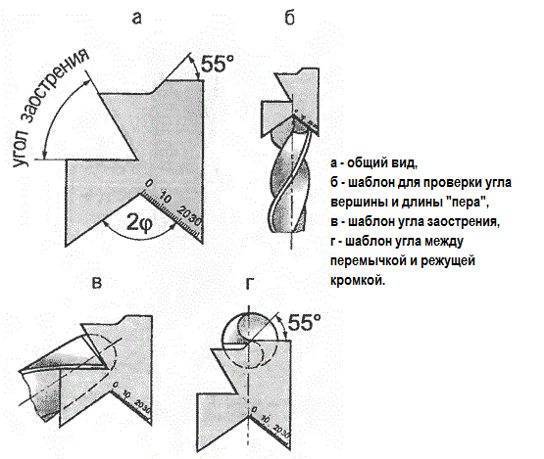
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.
 Шаблон для заточки инструмента
Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
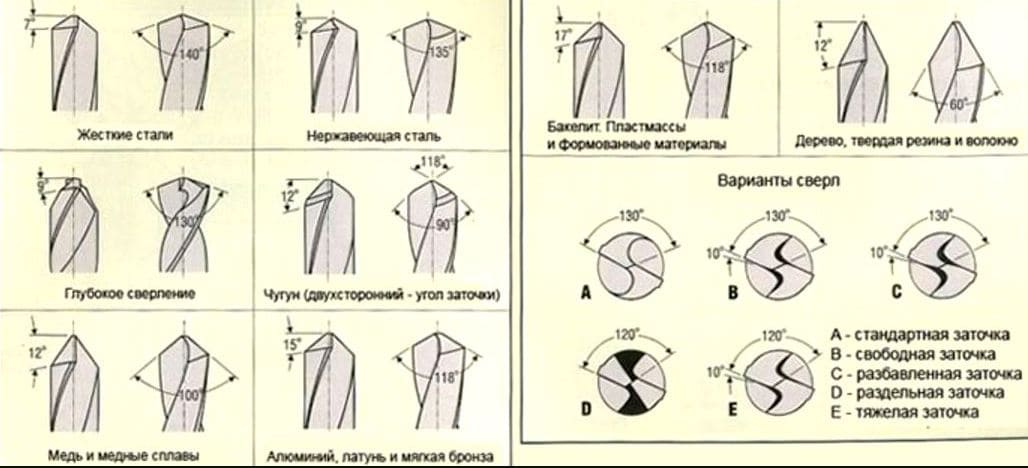
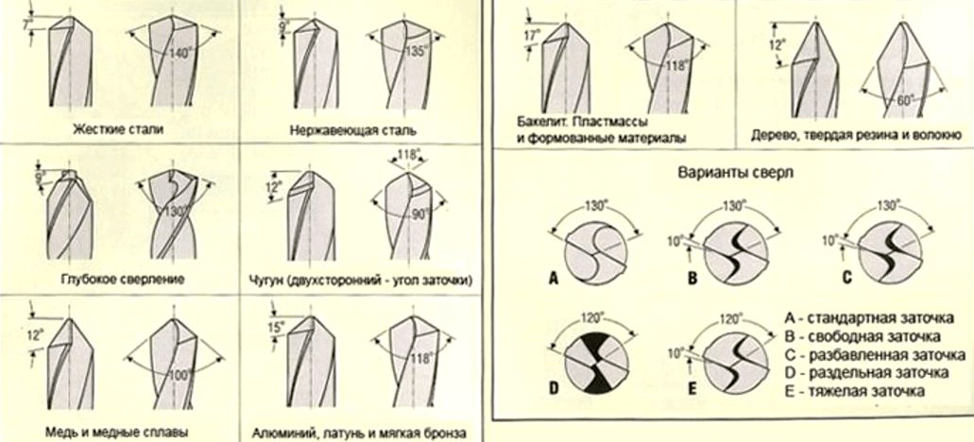
Выбор угла заточки сверла в зависимости от обрабатываемого материала
Угол при вершине выбирают, ориентируясь на твердость материала, который подвергается обработке. Чем тверже материал, тем больше это значение.
Для удобства приведем таблицу, в которой указаны углы заточки сверла по металлу, рекомендованные при работе с разными материалами.
| Обрабатываемый материал | Углы при вершине, ° | Задний угол резания, ° |
| Ковкий чугун, бакелит | 90 | 12–15 |
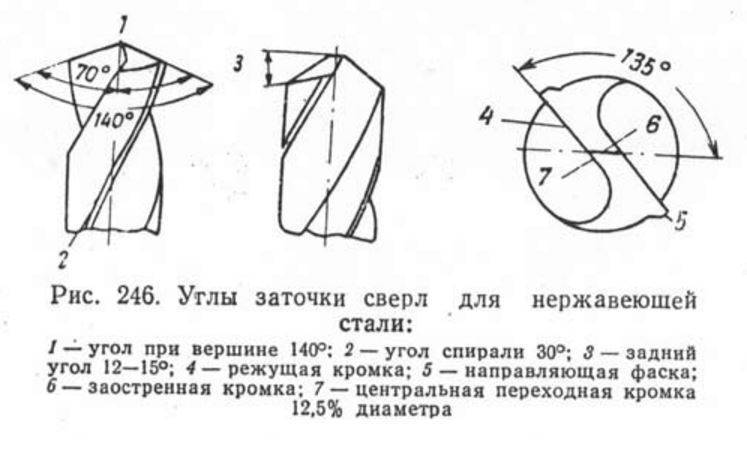
| Жаропрочные стали и их сплавы, нержавеющая сталь | 127 | 12–14 |
| Инструментальная сталь | 118–150 | 7–15 |
| Медь | 100–118 | 12–15 |
| Медные сплавы | 118–150 | 12–15 |
| Алюминиевые сплавы | 90–140 | 12–17 |
| Магниевые сплавы | 70–118 | 12 |
| Титановые сплавы | 135–140 | 12 |
Угол при вершине 118–120° с задним углом 7–12° относится к универсальным. Именно его имеют в виду, когда говорят о спиральном сверле по металлу без привязки к материалу обработки. И именно эти градусы мы будем рассматривать как типовые, рассказывая о заточке сверл по металлу.
Станки для заточки
Оптимальное устройство для заточки свёрл своими руками – обычный точильный станок. Но, экспериментировать лучше всего на старых оснастках, поскольку без опыта инструмент можно попросту испортить. Если опыта в работе с наждаком нет, лучше приобрести специализированный станок.

В продаже имеются простые в использовании многофункциональные заточные приборы. Можно приобрести простейший ручной станок или электроприбор.

Современные модели работают практически автоматически В конструкции предусмотрен не только механизм фиксации, но и подачи оснастки к заточному инструменту.

Особенно хорошо такое оборудование подходит для работы со спиральными свёрлами. Однако стоимость подобных приборов достаточно высока, поэтому покупать их для дома нецелесообразно.

Затачиваем на точильном станке
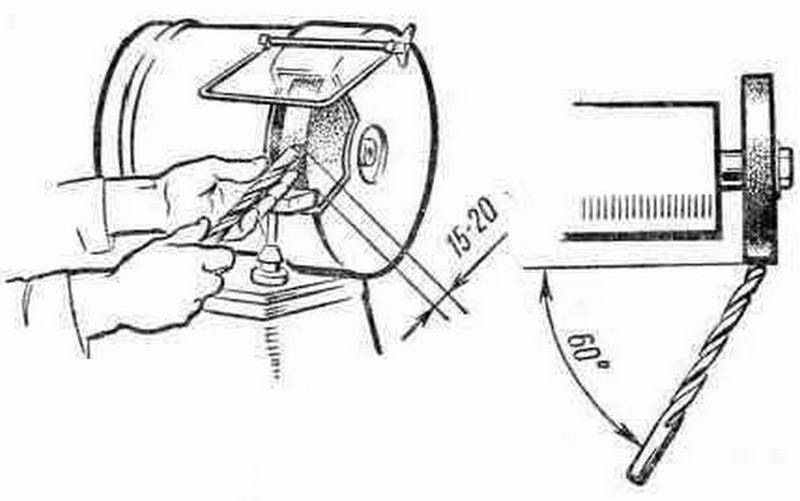
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
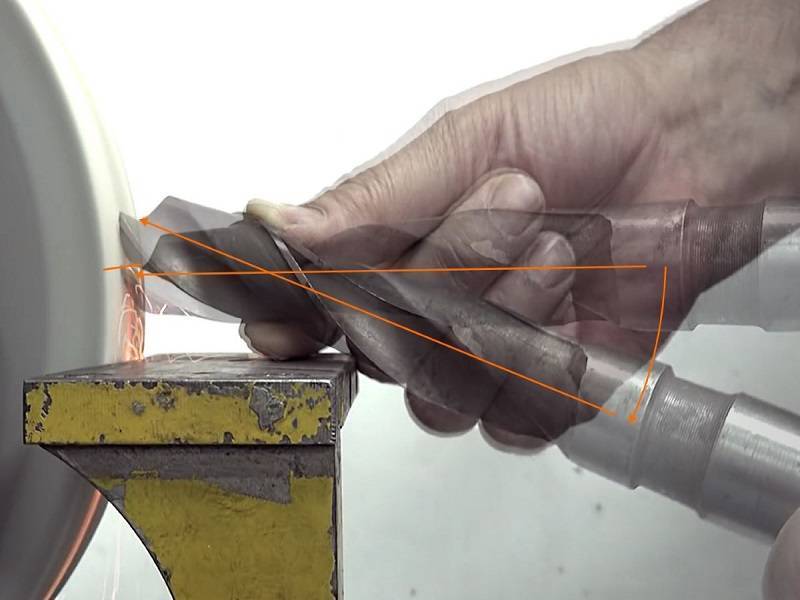
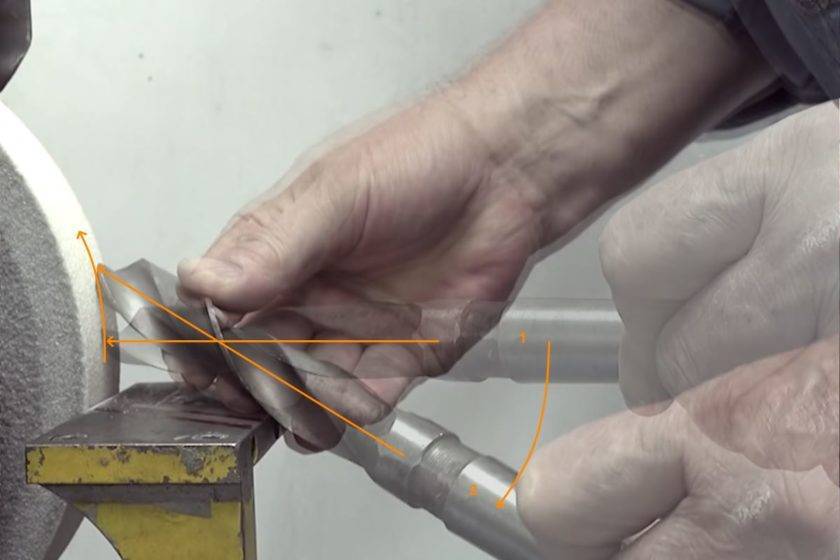
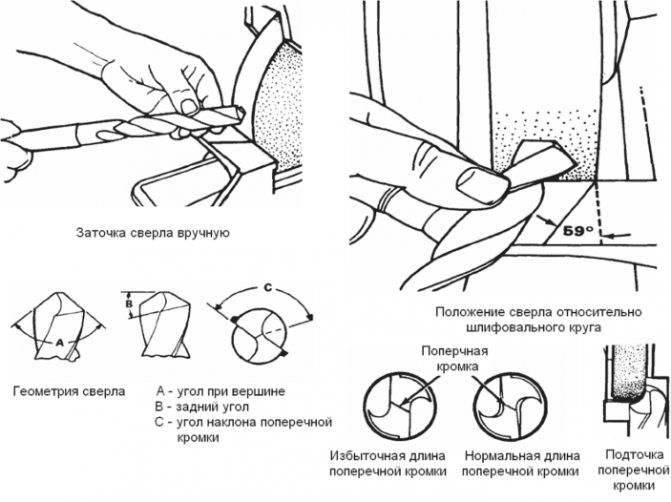
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.





После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
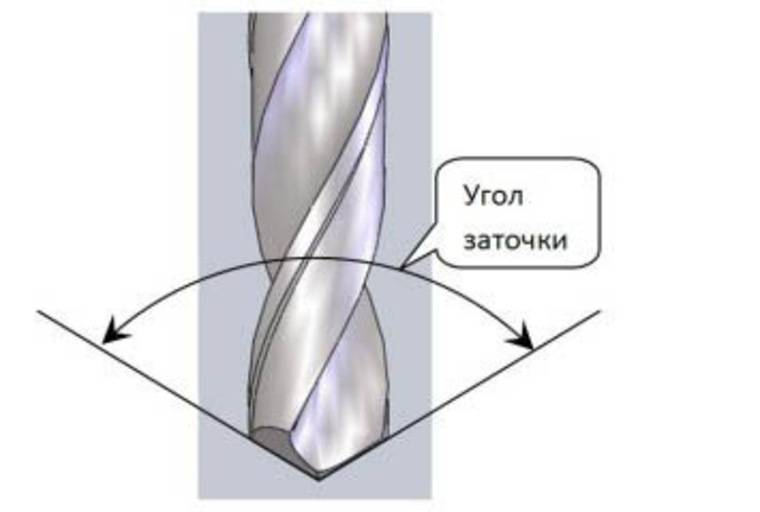
Определяем угол заточки
У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в ГОСТ 19543-74.
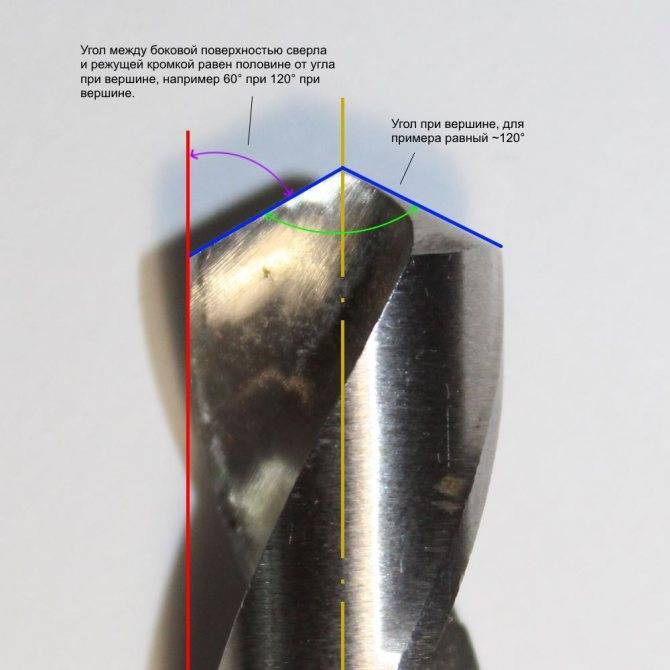
Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор.
Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки
Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок
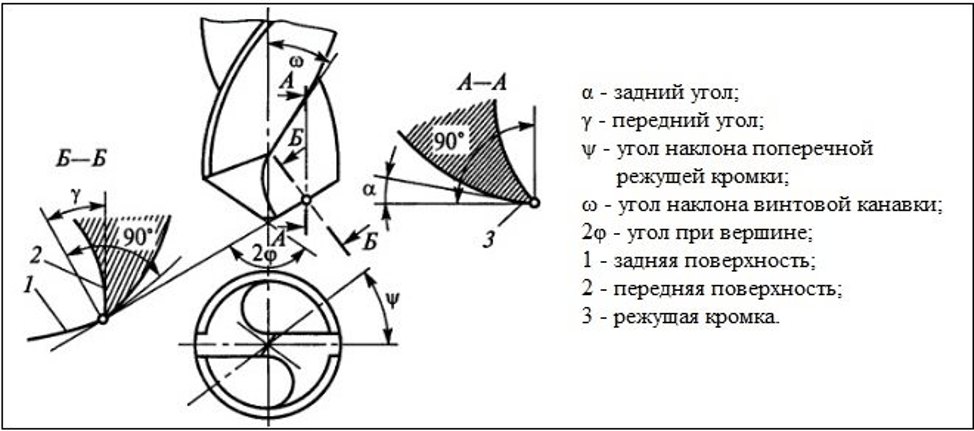
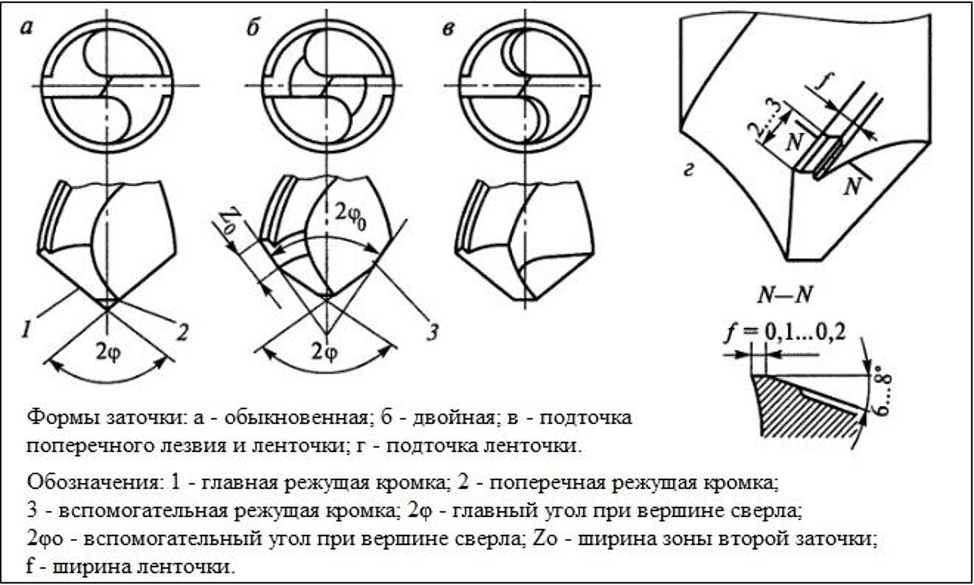
Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки.
На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно.
Покупные устройства
Можно купить уже созданный специализированный станок, но его использование всегда обладает определенным спектром функций, то есть задачи всегда узкоспециализированные. Применение самодельного аппарата, в свою очередь, обладает достоинствами:
- экономичность – изготовить его можно из подручных материалов;
- приобретение опыта – вы лучше начнете понимать специфику работы каждого аппарата, если сами его сделаете;
- уникальные цели – если вы работаете с нестандартными формами, размерами, легче всего сделать собственные самодельные точилки для сверл своими руками.
Но если вы хотите купить готовый станок, посмотрим, чем они различаются.
Основные виды заводских устройств
Они разделяются на два типа:
- со стандартным набором режимов по классическим размерам;
- с возможностью регулировать все параметры.
Последний намного функциональнее, но и стоит дороже. Он изготавливается в виде механизма на станину, статичен, выполняется из стали, поэтому не подвергается переносу. Второй – насадка на дрель, поэтому полностью регулируется этим строительным инструментом (количество оборотов создается вручную).
Приспособления для заточки
Естественно, сделать сверло своими руками снова острым, причем прямо у себя дома – достаточно сложно. Вам понадобится различный инвентарь.
Даже в самом минимальном наборе понадобится следующее:
- заточный наждачный станок;
- комплект точильных кругов (их твердость выбирают, исходя от того, из чего было изготовлено сверло);
- тазик или любой другой сосуд, в который будем набирать хладагент (вода или машинное масло);
- приспособления для обеспечения необходимого угла заточки.
Что можно применить, если ситуация критичная и дома нет почти ничего для заточки?
Болгарка
Если заточного наждачного станка под рукой не имеется, а под каким углом затачивать — не столь критично важно, можно использовать болгарку. Есть два способа как точить сверла дома этим инструментом:
Есть два способа как точить сверла дома этим инструментом:
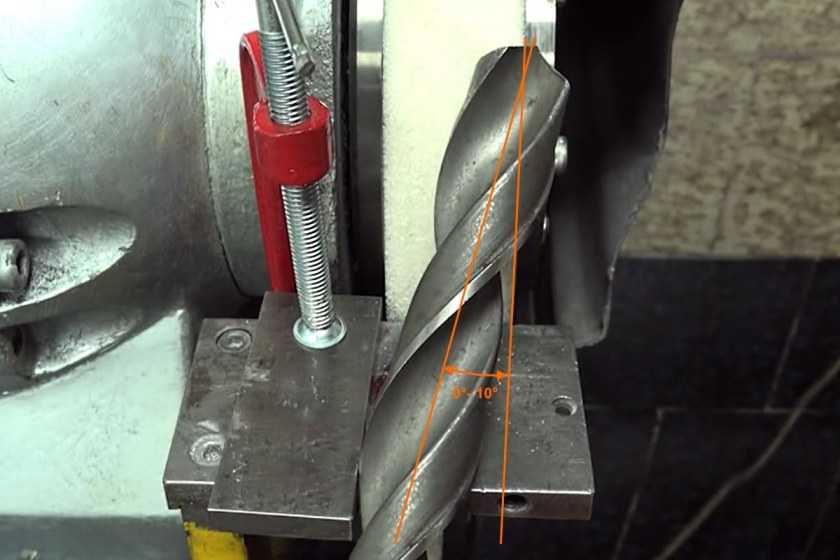
- Сверло нужно надежно закрепить в тисках (естественно, тщательно проверяем угол крепления). Затем на болгарку ставим абразивный диск по металлу, после чего включаем ее и аккуратно подносим к затачиваемому сверлу.
- Во втором случае крепится не сверло, а непосредственно сама болгарка. На нее ставим диск с мелкозернистой наждачной бумагой. Запускаем болгарку и аккуратно прислоняем к диску на ней сверло (естественно, рабочей режущей поверхностью).
Данный метод имеет свои минусы. Это опасность травмироваться, поскольку во время работы сверло постоянно так и норовит соскочить с круга.
Надфиль
Заточить сверло возможно и обычным напильником. Сделать это можно даже без особого опыта, нужно просто подобрать подходящий надфиль, чтобы быть уверенным, как правильно затачивать сверла по металлу. Но здесь есть один нюанс. Сверла (даже «бюджетные») делают из инструментальной быстрорежущей стали, поэтому надфиль нужно брать обязательно с напылением из алмазной крошки (другой напильник не «возьмет» наш инструмент). Ну и не обойтись без тисков — в них необходимо надежно зафиксировать сверло.
Наждачный станок
Естественно, лучше всего затачивать сверла дома на наждачном станке
Главное в том, как затачивать сверла по металлу, заключается в важном нюансе: режущую кромку подносим к кругу так, чтобы она была параллельной ему. Подобный способ лучше всего подойдет для обработки сверл менее 10 миллиметров
Конечно, точить на таком станке возможно и сверла более 16 миллиметров, но для этого придется купить специальные инструменты. Дополнительные приспособления подойдут и для затачивания универсальных сверл и таких, которые применяются, чтобы проделывать глухие или глубокие отверстия.
Процесс самостоятельной заточки сверла спирального типа
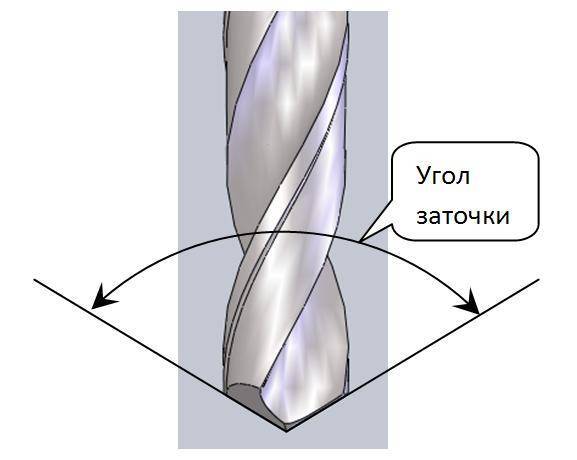
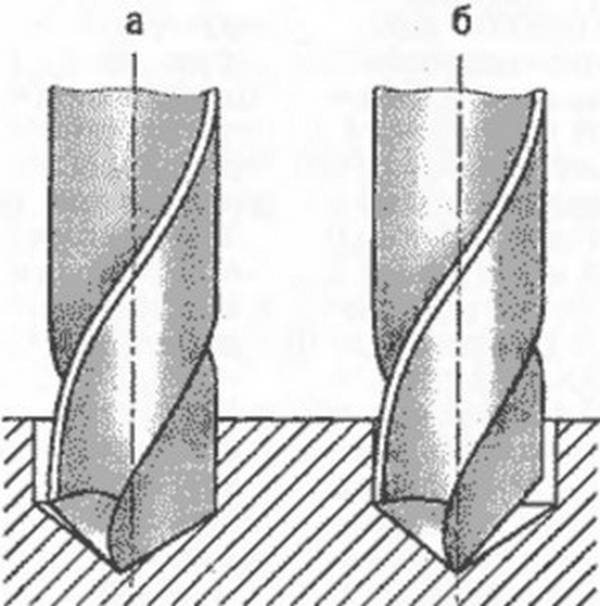
Схема угла заточки сверла.
Ранее отмечалось, что заточка бывает одноплоскостной и двухплоскостной. У сверл с одноплоскостной заточкой задняя стенка имеет вид одной плоскости. Уклон может составлять 28-30°. Для заточки такого сверла его нужно попросту приставить к абразивному кругу так, чтобы режущая часть шла параллельно по отношению к нему, после чего начать процедуру заточки. Этот простейший метод подходит для изделий диаметром не более 3 мм.






Для сверл, диаметр которых превышает 3 мм, лучше использовать метод конической заточки. Сделать это вручную без соответствующих навыков достаточно сложно, но при желании выполнимо. Нужно взять сверло левой рукой на минимально возможное расстояние к заборному конусу. Правой рукой изделие берется за хвостик. Задней стенкой и режущей кромкой затачиваемое изделие прижимается к абразивному камню. Путем легкого покачивания левой рукой на задней части создается конусная поверхность. В процессе выполнения заточки сверло не нужно отрывать от камня, движения должны быть плавными и относительно медленными. Второе перо затачивается в таком же порядке.
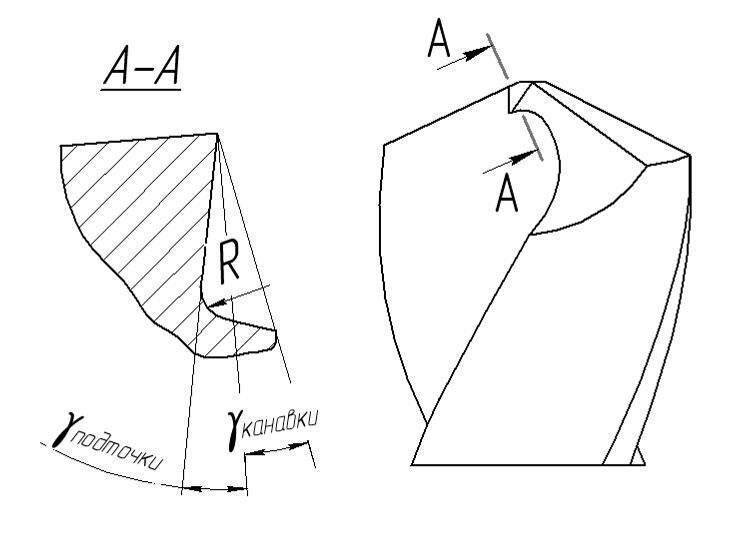
В процессе заточки старайтесь максимально повторять изначальную форму задней части изделия для сохранения необходимых задних углов. Такой метод подходит для сверл диаметром до 1 см. В случае если диаметр изделия превышает 1 см, обязательно выполняется подточка. Смысл данной процедуры в том, что необходимо добиться увеличения уклона режущей кромки и уменьшить передний угол. Это повышает стойкость изделия к выкрашиванию, что позволяет увеличить срок его службы. Уменьшается ширина поперечной части, благодаря чему сверление становится гораздо более легким.

Схема заточки сверла.
При работе со сверлами с небольшим задним углом выполняется дополнительное подтачивание задней поверхности. Благодаря этому она будет меньше тереть отверстие в материале в процессе сверления.
На производстве после заточки обычно выполняется доводка, позволяющая убрать мелкие зазубрины и сгладить поверхность. Благодаря доводке повышается износостойкость сверла. При наличии такой возможности данную обработку рекомендуется делать обязательно. Она выполняется при помощи круглых шлифовальных камней, изготовленных из карбида кремния на бакелитовой связке.
Можно ли восстановить победитовое сверло

Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру
Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Рейтинг наборов свёрл по металлу
Набор сверл DeWALT DT7926-XJ, 29 шт.
Мне нравится1Не нравится
Набор состоит из свёрл диаметров от 1 до 13 мм. Изготавливаются изделия с применением инновационной технологии, благодаря которой исключается деформация краёв отверстий. Даже при интенсивном использовании сверла остаётся обзорной маркировка, расположенная над хвостовиком.
| Хвостовик | цилиндрический |
| Материал изделия | HSS-G |
| Комплектация | Кейс (Midisafe) |
| Особенности | хвостовик имеет три плоских грани |
| Макс. диаметр хвостовика, мм | 13 |
| Вес брутто, кг | 1,31 |
| Цена, руб. | 4689 |
Плюсы и минусы
отлично проделывают отверстия удобное хранение в кейсе
при выходе сверло подрывает металл быстро тупится
Сибртех 723867
Мне нравитсяНе нравится
В набор входят изделия для проделывания отверстий диаметров от 1,5 до 6,5 мм. Материал, используемый в производстве, отличается высокой режущей силой и твёрдостью.
| Хвостовик | цилиндрический |
| Материал изделия | HSS-TIN |
| Комплектация | 13 шт. + пластиковый пенал |
| Мак. длина, мм | 101 |
| Макс. диаметр хвостовика, мм | 6,5 |
| Вес брутто, кг | 0,18 |
| Цена, руб. | 321 |
Плюсы и минусы
пока новые отлично проделывают отверстия пенал обеспечивает сохранность всех предметов набора
быстро тупятся
Metabo 627153000, 19 шт.
Мне нравится1Не нравится
Изделия для сверления предназначены для профессионального применения. Качественную работу обеспечивает быстрорежущая сталь и прецизионная шлифовка.
| хвостовик | цилиндрический |
| Материал изделия | HSS-G |
| Диапазон диаметров оснастки, мм | 1,5-10 |
| Кол-во предметов | 19 шт. |
| Макс. диаметр хвостовика, мм | 10 |
| Вес брутто, кг | 0,66 |
| Цена, руб. | 1039 |
Плюсы и минусы
подходят для небольшого сверлильного станка качественно проделывают отверстия
без смазки быстро тупятся, главное не перегревать
ПРАКТИКА Профи 640-285
Мне нравитсяНе нравится
Изделия из стали имеют покрытие – нитрид титана, которое придаёт повышенной прочности. Угол заточки режущей части – 118 градусов.
| Хвостовик | цилиндрический |
| Материал изделия | HSS |
| Диаметры оснастки, мм | 1,5-6,5 |
| Тип изделия | спиральный |
| Макс. диаметр хвостовика, мм | 6,5 |
| Вес брутто, кг | 0,17 |
| Цена, руб. | 737 |
Плюсы и минусы
удобная упаковка хорошо сверлят можно затачивать хорошая центровка
на выходе подрывают металл
BOSCH PointTeQ 2.608.577.351, 19 шт.
Мне нравитсяНе нравится
Праворежущие сверлильные изделия имеют угол заточки 135 градусов. Для их изготовления используется высокопрочная сталь.
| Хвостовик | цилиндрический |
| Материал изделия | HSS |
| Диаметры оснастки, мм | 1-10 |
| Макс. диаметр хвостовика, мм | 10 |
| Вес брутто, кг | 0,55 |
| Цена, руб. | 959 |
Плюсы и минусы
качественный материал хорошая заточка удобная коробка ходовые размеры
существенных нет
Сверло по металлу, ступенчатое STAYER 29660-6-20-8 20 x 75 мм
Мне нравитсяНе нравится
Изделие предназначено для сверления отверстий разных диаметров. При этом нет необходимости переустанавливать оснастку. Благодаря степеням разных параметров удаётся сделать отверстия диаметром: 6-20 мм.







| Тип | ступенчатый |
| Материал изделия | HSS |
| Характеристика ступеней | кол-во – 8 шт.; высота ступени – 6 мм; диапазон диаметров – 6-20 мм. |
| Длина, мм | 75 |
| Особенности | трёхгранный хвостовик |
| Диаметр хвостовика, мм | 8 |
| Вес брутто, кг | 0,06 |
| Цена, руб. | 519 |
Плюсы и минусы
высокая эффективность при формировании больших отверстий благодаря крестообразной подточке режущей кромки исключается подклинивание
левостороннее вращение невозможно
Сверло по металлу, ступенчатое matrix 72357 95
Мне нравится1Не нравится
Изделие предназначено для работы со следующими типами материалов: листовой и тонкостенный металл, нержавеющая сталь, цветной металл, пластик.
| Тип | ступенчатый |
| Материал изделия | HSS-TIN |
| Тип хвостовика | цилиндрический |
| Особенности | трёхгранный хвостовик |
| Характеристика ступеней | кол-во – 13 шт.; диапазон диаметров – 6-30 мм. |
| Длина, мм | 95 |
| Особенности | трёхгранный хвостовик |
| Диаметр хвостовика, мм | 10 |
| Вес брутто, кг | 0,16 |
| Цена, руб. | 629 |
Плюсы и минусы
хорошо держит заточку возможность делать отверстия разных диаметров одним сверлом
возможно только правое вращение
Hammer 202-801 DR MT 2 x 69 мм
Режущая кромка заточена под углом 118 градусов. Благодаря качеству шлифовки достигается оптимальное выведение шлама.
| Хвостовик | НЕХ шестигранный |
| Материал изделия | HSS |
| Покрытие | нитрид титана |
| Тип | спиральное |
| Длина, мм | 69 |
| Диаметр, мм | 2 |
| Вес брутто, кг | 0,02 |
| Цена, руб. | 89 |
Плюсы и минусы
при использовании по назначению режущая кромка долго не тупится удобный размер хвостовика высокая износостойкость
существенных нет
Итоговая таблица рейтинга
DeWALT DT7926-XJ, 29 шт. 1
Metabo 627153000, 19 шт. 1
Сверло по металлу, ступенчатое matrix 72357 95 1
Сибртех 723867
ПРАКТИКА Профи 640-285
BOSCH PointTeQ 2.608.577.351, 19 шт.
Сверло по металлу, ступенчатое STAYER 29660-6-20-8 20 x 75 мм