Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности
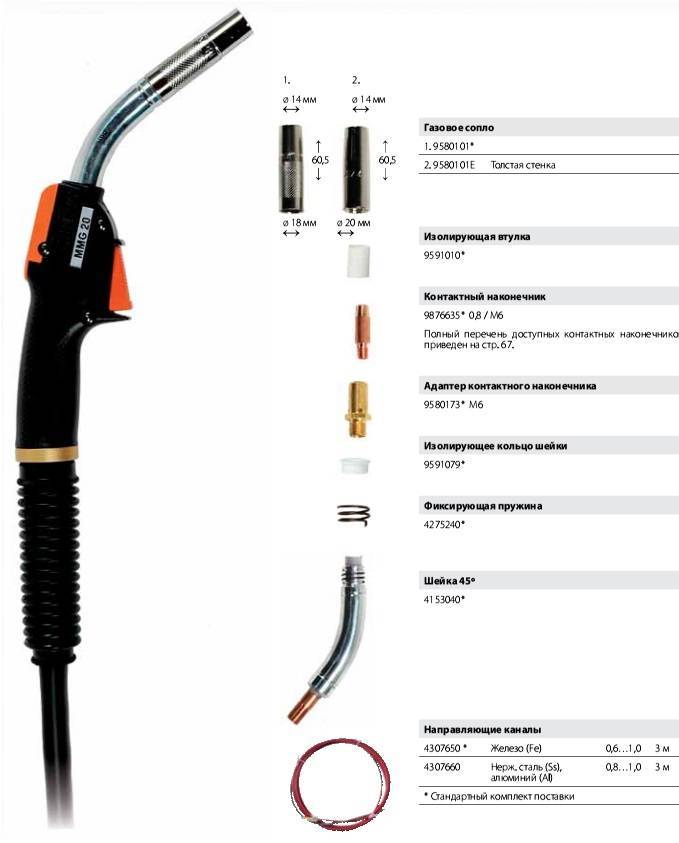
При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Как подобрать горелку для сварочного полуавтомата – 5 ключевых факторов
Каким бы умельцем не был сварщик добиться идеального шва без хорошего инструмента невозможно. На результат влияет не только качество аппарата, но и основное орудие труда мастера – сварочная горелка.
Чаще всего горелка для полуавтомата поставляется в комплекте. Рекомендованное сочетание гарантирует эффективную работу, но на ограниченный срок. Спустя некоторое время (зависит от условий эксплуатации) горелку придется сменить и здесь возникает вопрос – как подобрать достойную замену?
В этом поможет систематический подход. На самом деле всего 5 ключевых факторов определяют выбор горелки:
Рассмотрим каждый подробнее, чтобы сформировать представление об оптимальном варианте для вашего сварочного оборудования.
Горелка для аргонодуговой сварки
 Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Преимуществами аргоновой сварки являются высокое качество шва и длительность использования изделия после сварки. Горелка для аргонодуговой сварки работает по определенному принципу.
Она совмещает качества газовой и дуговой сварки. В качестве источника энергии используется электрический разряд, а специальный газ, у которого масса больше массы кислорода, служит для защиты шва от проникновения кислорода. Электродом служит провод из вольфрама.
 Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
- мощности;
- длине кабеля;
- типу охлаждения;
- типу управления;
- способу подключения к сварочному оборудованию.
По типу охлаждения горелки для аргоновой сварки разделяются на воздушные и водяные. По типу управления горелка для аргоновой сварки бывает кнопочная или вентильная, либо универсальная.
Рукоятка с головкой состоит из сопла из керамики, цанги, корпуса цанги, короткой или длинной каппы.
Как выбрать
Недостаточно выбрать один лишь полуавтомат, чтобы получить достойное качество швов
Важно также правильно подбирать комплектующие. Современные производители предлагают десятки разнообразных горелок, поэтому новичку порой трудно выбрать среди большого ассортимента
Мы решили облегчить вам задачу и рассказать об основных критериях, на которые нужно обращать внимание при выборе горелки
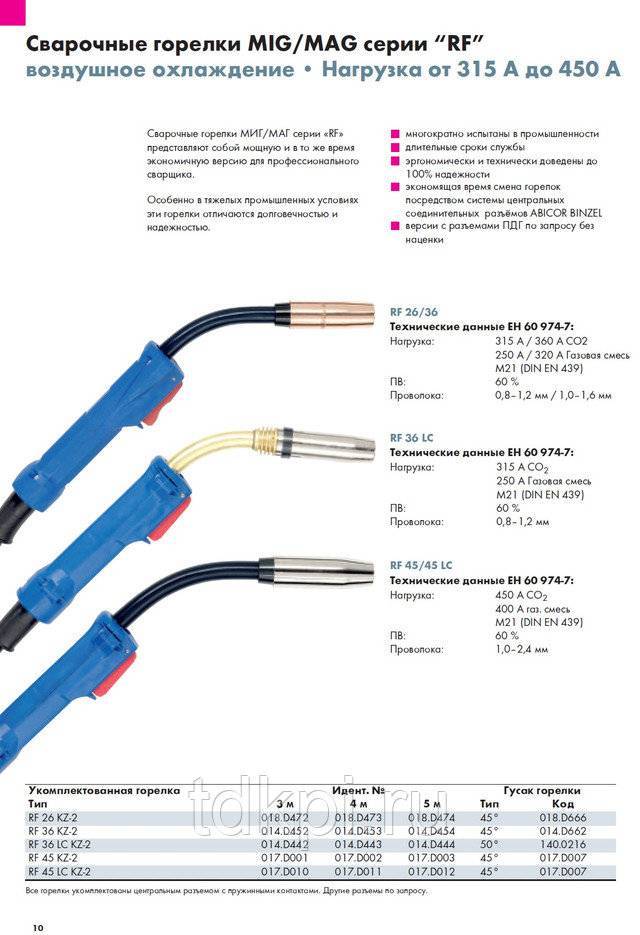
Обратите внимание на токовую нагрузку (подбирается исходя из характеристик полуавтомата), длину рукава (чем длиннее, тем дальше вы сможете уйти от сварочного аппарата при работе), тип охлаждения (может быть воздушным и водяным; воздушного достаточно для домашней сварки) и тип подключения. О последнем расскажем подробнее
Горелку можно подключить с помощью штекера или с помощью так называемого евроразъема. Штекер дешевле и чаще используется, но из-за него приходится увеличивать длину рукава. Евроразъем можно встретить на профессиональных аппаратах, он нужен для быстрого и простого подключения.



Также обратите внимание на вес горелки, из каких материалов она сделана и насколько она устойчива к высоким температурам. Чем легче и компактнее горелка, тем дольше она служит
Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе компаний «Импульс». Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому производителю АО «ГРПЗ». За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Как использовать
Итак, горелка сварочная выбрана и куплена. Что дальше? А дальше необходимо ее использовать. И использовать правильно. Да, здесь тоже есть несколько ключевых правил. Соблюдайте их, чтобы добиться достойного качества швов. Мы расскажем о последовательности работ.
Перед использованием горелки подготовьте металл. Его нужно тщательно очистить от загрязнений и коррозии. Зафиксируйте детали, чтобы ваши руки были свободны в процессе работы. детали можно зафиксировать с помощью струбцин.
Раскрутите вентиль на газовом баллоне и подождите несколько секунд. Затем найдите сопло для сварочного полуавтомата на горелке и поднесите к нему открытое пламя. Одновременно откройте подачу газа из баллона. Но ни в коем случае ни наоборот. Чтобы открыть подачу газа нажмите на рукоятку, она находится на горелке. После этих манипуляций и горелки должно появиться пламя. Но его еще нельзя использовать. Нужно отрегулировать. Здесь все делается на глаз. Пламя не должно быть слишком сильным или слишком слабым. Следите, чтобы пламя горело равномерно. Правильная настройка придет с опытом. Не расстраивайтесь, если с первого раза не можете отрегулировать пламя так, как вам нужно.
Нагрейте стыки с помощью горелки. Нагревайте равномерно, не делая лишних движений. На этом этапе тоже важен опыт, поскольку вы на глаз определяете скорость движения горелки относительно стыка. Следите за цветом металла и запоминайте результат, который у вас получается. Так вы сможете в дальнейшем анализировать свои ошибки.
Сварите металл в соответствии с выбранной вами технологией. После сварки не нужно сразу выключать подачу газа. Подождите несколько секунд и нажмите рычаг на горелке, чтобы прекратить подачу газа. Это нужно для того, чтобы сварочная зона не окислилась от кислорода. Закрутите обратно вентиль на баллоне.
Как выбрать газовую горелку на баллончик
Этот тип оборудования отличается высокой автономностью, что расширяет сферу применения. Простая конструкция позволяет снизить цену, сводит плановое обслуживание к минимуму. Использование плотных цанговых соединений обеспечивает безопасность. Производители предлагают модели с инжекторами и обратными клапанами, работающие в паре с резервуарами разного типа. Какую насадку выбрать? Разобраться в этом вопросе не сложно
Покупателю нужно разобраться с основным назначением, обратить внимание на наличие регулятора пламени, пьезоподжига и оценить расход газа. Это поможет купить инструмент, который прослужит несколько лет
Назначение
Для розжига костра на даче или во время туристического похода можно использовать самую простую насадку, которая легко справится с поставленной задачей или заменит плиту при необходимости вскипятить воду. Такие модели имеют температуру пламени 500-700 градусов и отличаются низкой ценой. Потеря оборудования во время очередного выезда на природу не станет серьезной утратой. Туристам рекомендуется оценивать размеры насадок, которые не должны занимать много места в рюкзаке или багажнике автомобиля.
Для пайки, нагрева пластика, стекла можно использовать модели с температурой факела 1200-1300 градусов. Это самые универсальные насадки, активно используемые при строительстве и в домашней мастерской. Для решения специализированных задач, например, по сгибанию арматуры, потребуются мощные модели с температурой пламени 2200-2300 градусов. При выборе инструмента учитываются и условия, в которых пользователь применяет горелку. При использовании в условиях дефицита пространства – преимущество у насадок с небольшими размерами.



Регулятор пламени
При выборе универсальной модели, которая предназначена для решения разных задач, преимущество у насадок с регулятором пламени. Это устройство позволяет регулировать давление газа и измерять мощность потока огня, его температуру. С помощью регулятора выбирается оптимальный режим для пайки медью или оловом, нагрева заржавевшей детали или старого лакокрасочного покрытия. Чем шире диапазон регулировки – тем лучше для универсального оборудования.
Регулятор должен иметь удобное расположение и позволять менять мощность насадки в процессе работы с инструментом. Производители, которые заботятся о своих покупателях, наносят на вентиль шкалу мощности и направления регулировки. Это упрощает настройку горелки при выполнении ответственных задач.
Пьезоподжиг
Система пьезоподжига позволяет обходиться без использования спичек при розжиге пламени. Это увеличивает безопасность использования: при розжиге удается избежать случайного ожога. Пьезорозжиг срабатывает на ветру, во время дождя, обеспечивая работоспособность устройства при любых погодных условиях. Искра моментально поджигает топливо, экономя личное время пользователя. Пьезорозжиг должен иметь надежную и долговечную систему включения: если кнопка сломается или западет, то воспользоваться пьезоэлементом для розжига не получится. Система не сильно увеличивает цену инструмента, поэтому рекомендуется выбирать модели с пьезорозжигом.
Расход газа
Насадки используются с баллонами, которые имеют ограниченный запас топлива. Основная часть горелок работает в паре с резервуарами, которые вмещают 220 грамм бутан-пропановой смеси. Чем меньше потребление топлива, тем дольше длительность работы. Потребление зависит от конструктивных особенностей оборудования. Оптимальный расход газа – 75-80 грамм в течение часа. Это позволяет работать на протяжении 2-2,5 часов.
Насадки инжекторного типа отличаются более высокой температурой пламени и мощностью. Высокотемпературные горелки потребляют до 120-140 грамм топлива в час. Для увеличения времени работы рекомендуется с такими насадками использовать баллоны, емкость 600 мл, в которые вмещается более 300 грамм газовой смеси.
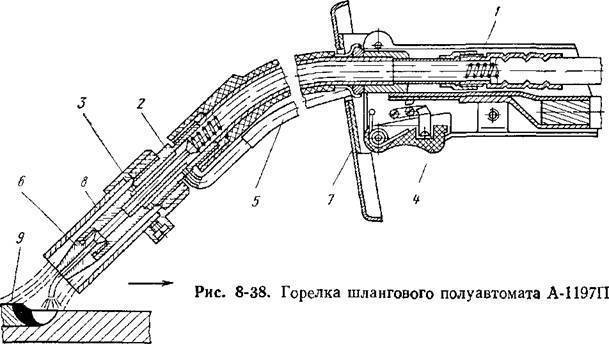
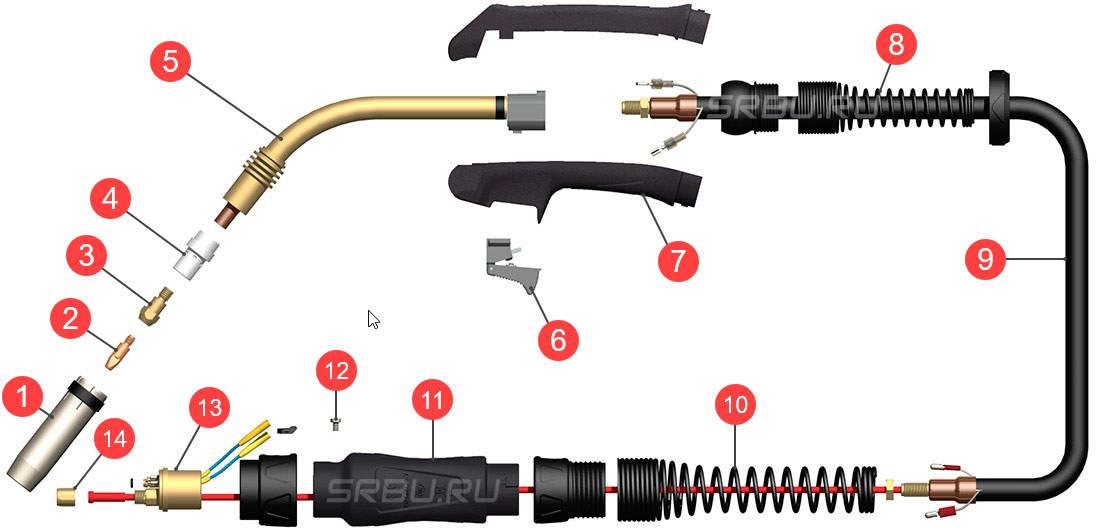
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
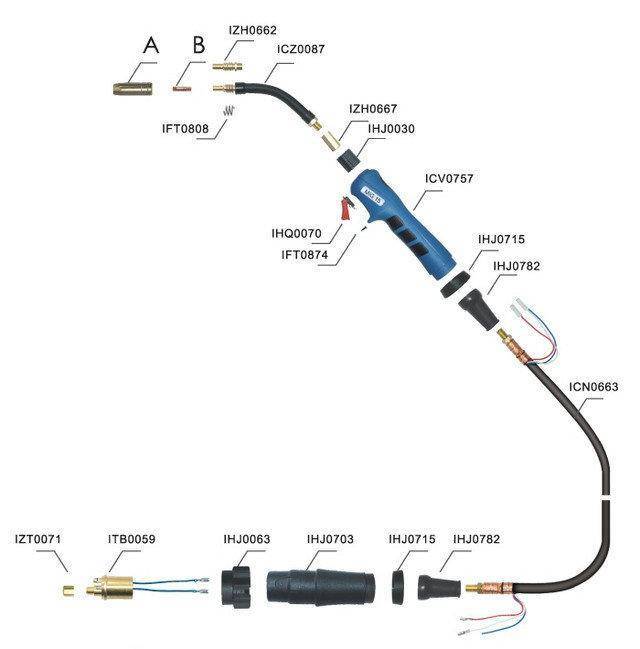
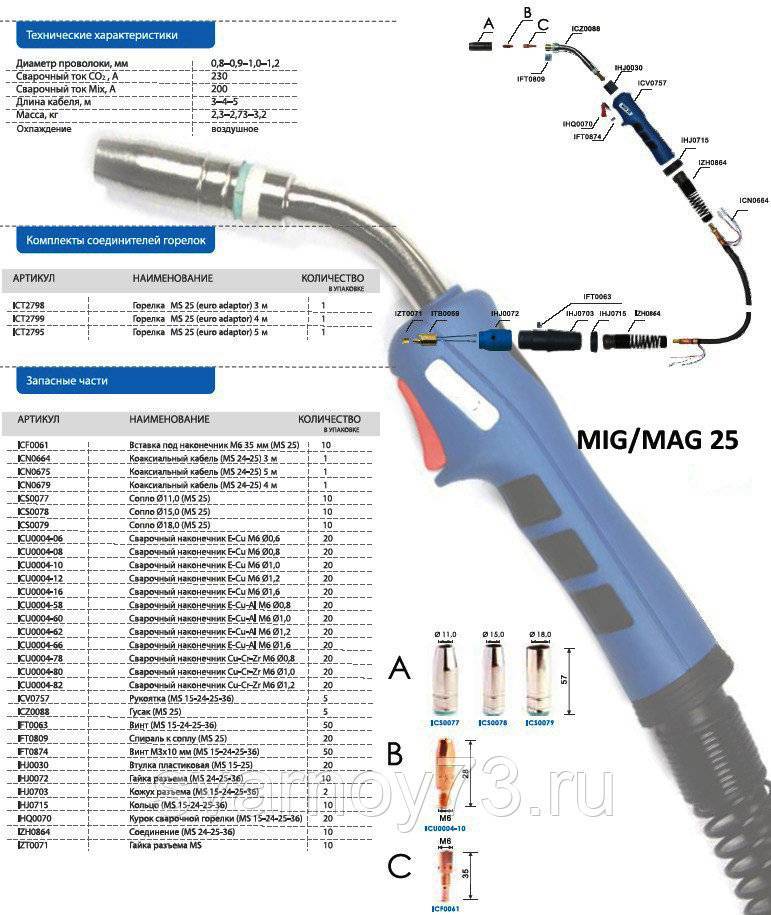
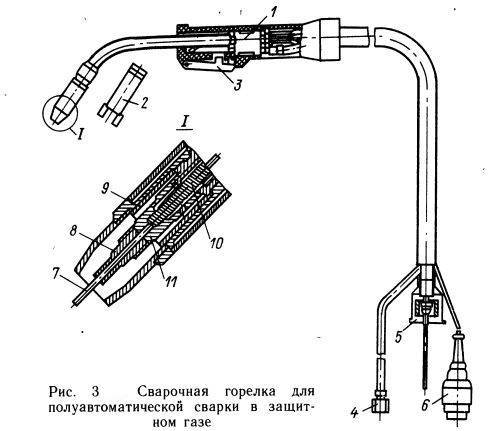
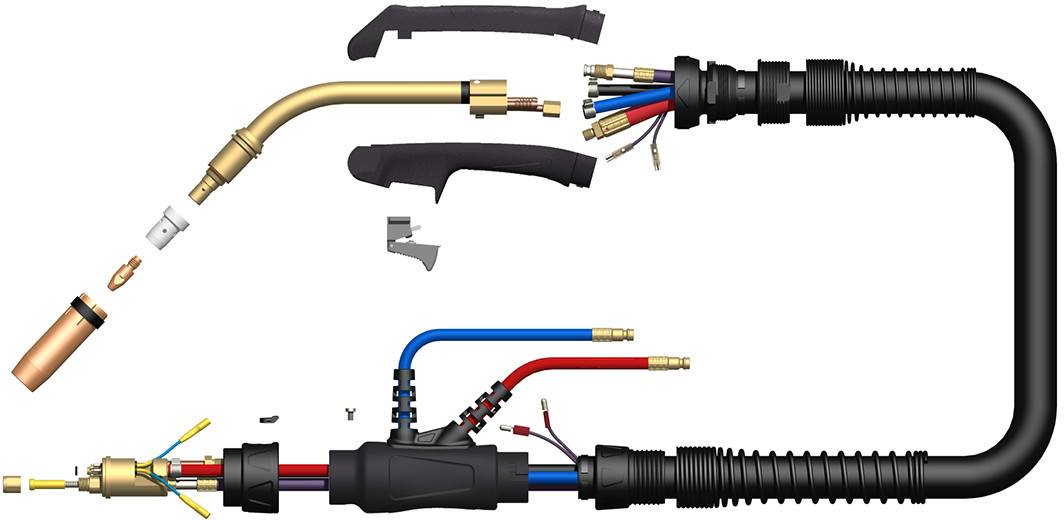
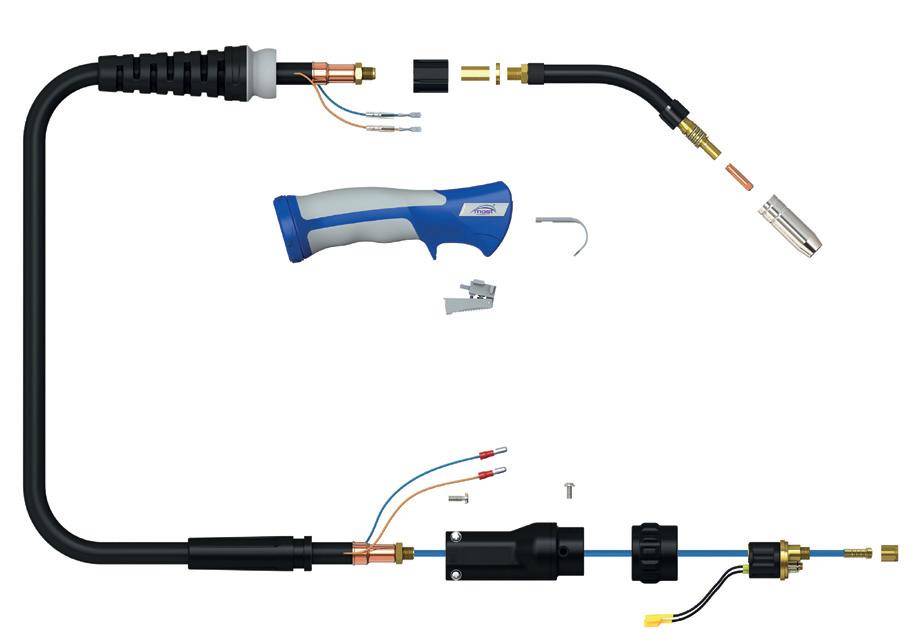
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
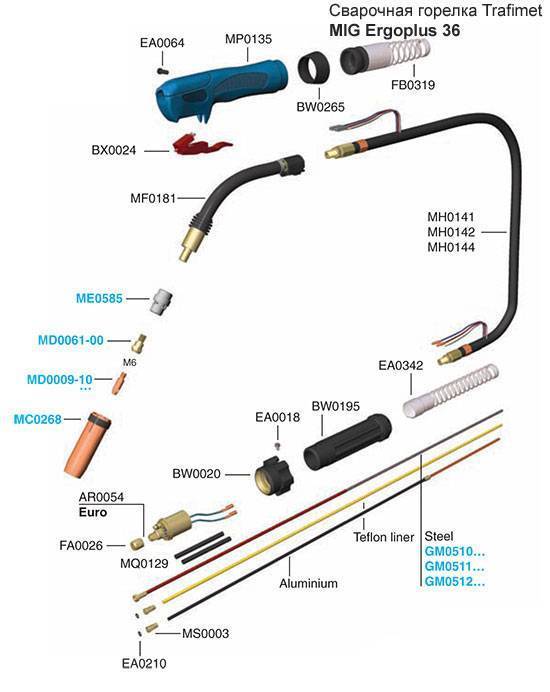
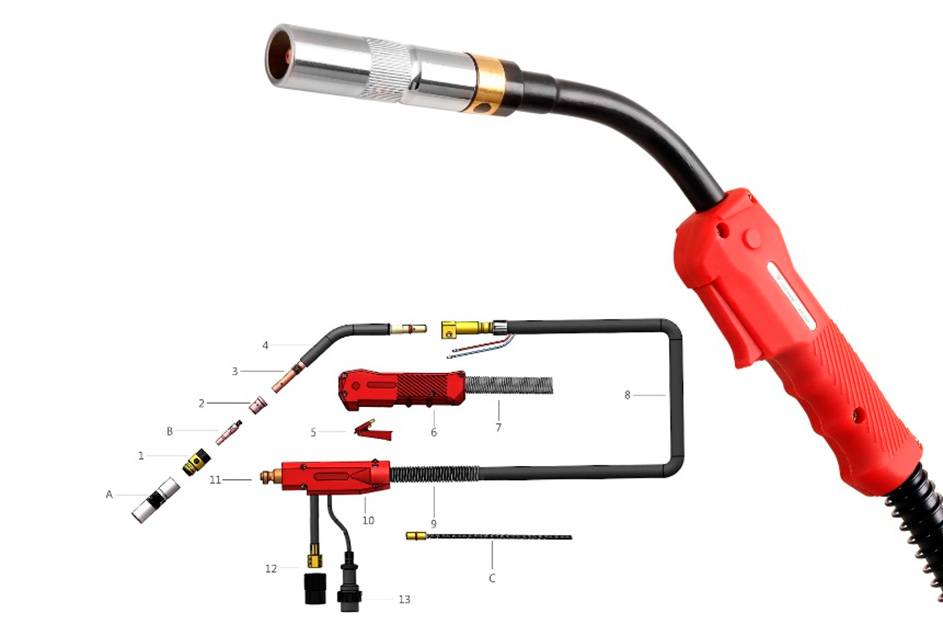
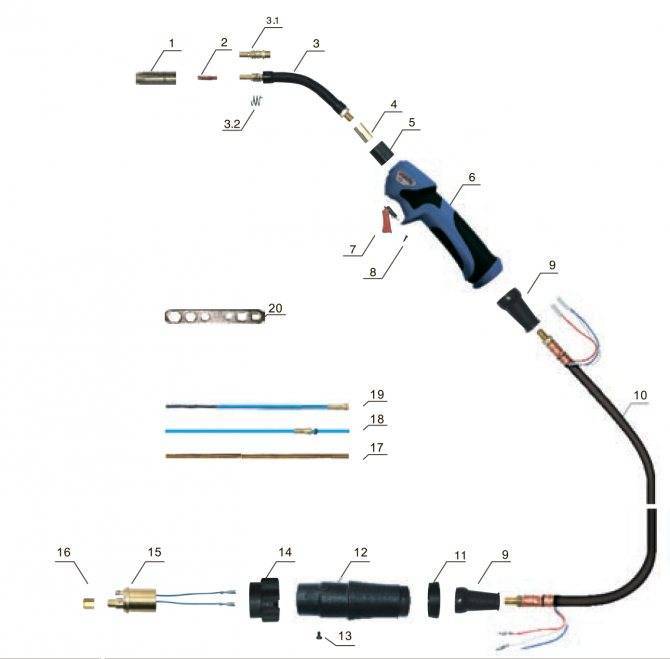
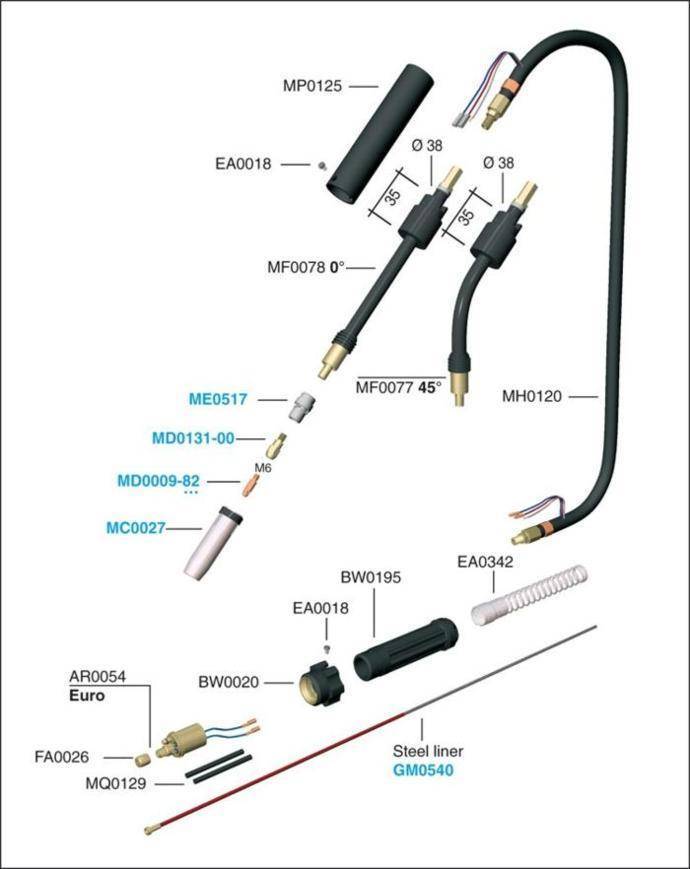
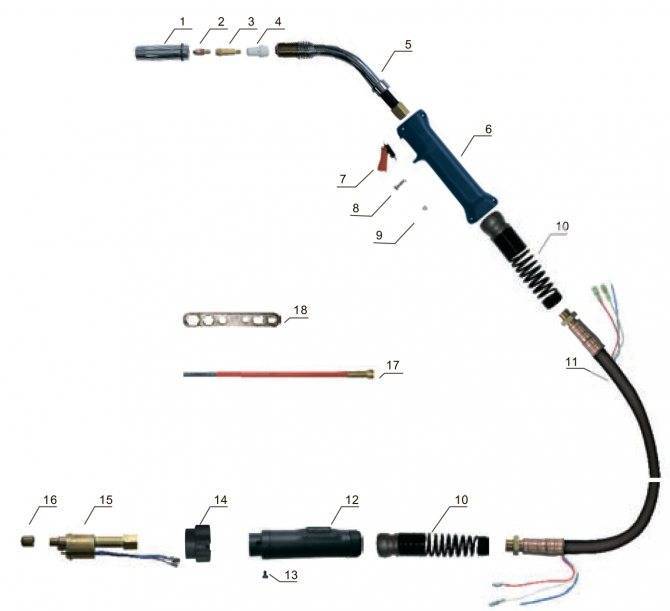
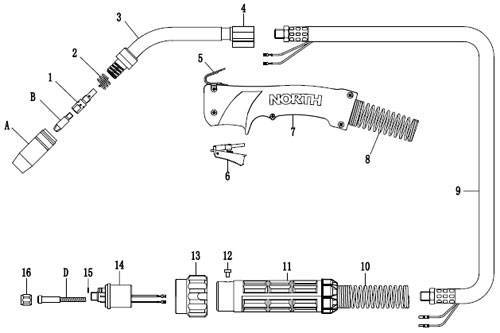
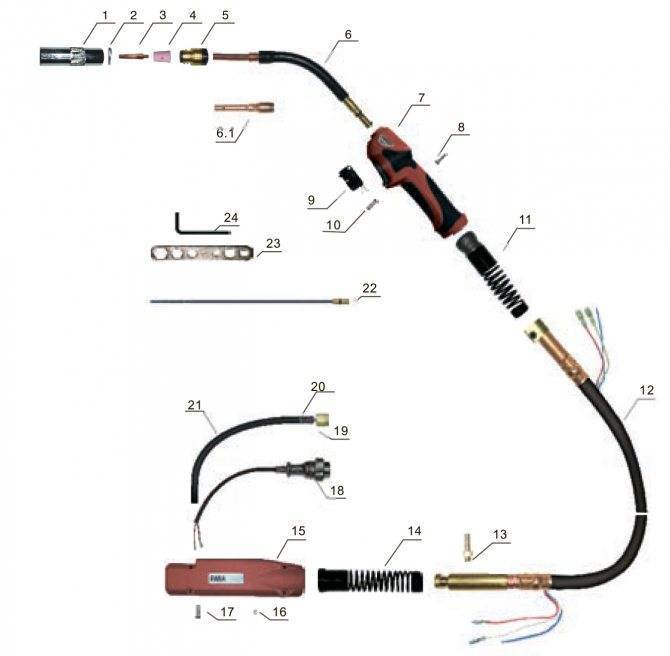
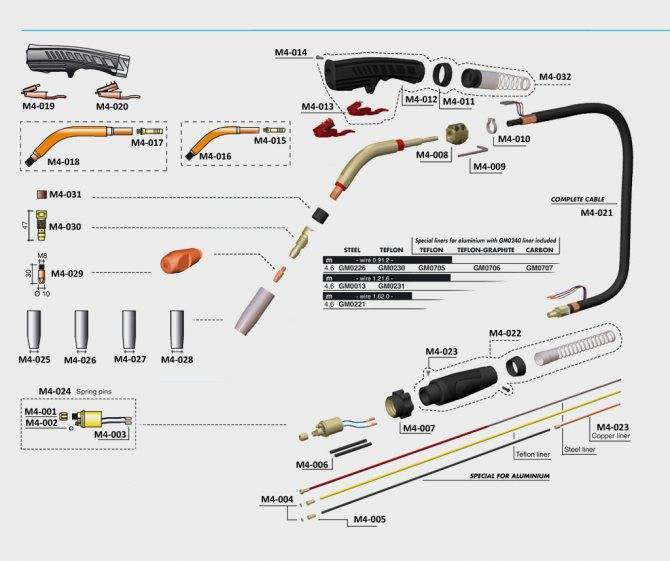
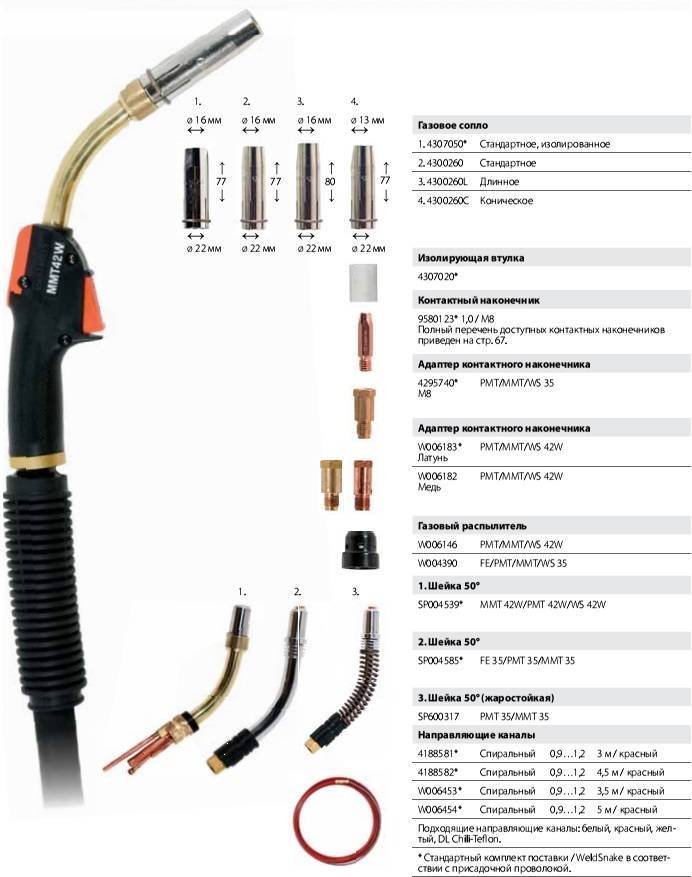
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
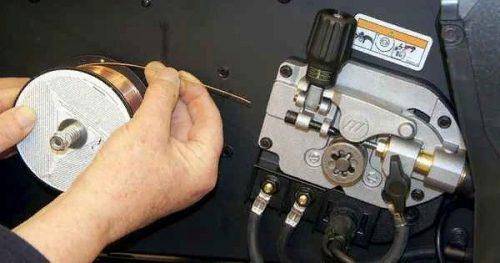
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.







Виды сварочных полуавтоматов
Условно все имеющиеся в продаже модели сварочных полуавтоматов делятся на три класса: профессиональные, полупрофессиональные, бытовые. Они отличаются базовыми параметрами, по внешнему виду.
Бытовые сварочные полуавтоматы

Небольшие бытовые приобретают частники для работ в частных домовладениях:
- монтаж, укрепление тепличных каркасов;
- сварка металлических емкостей;
- ремонт металлоконструкций, техники;
- изготовление ограждений, ворот, дверей, решеток.
Преимущества таких сварочных полуавтоматов:
- простота конструкций – многие ремонтируют оборудование самостоятельно;
- универсальность, пригодны для многих видов сварки и резки металла;
- не требуют опыта сварочных работ, эксплуатируются новичками;
- маневренность: аппараты легкие, небольшие по размеру, их легко перенести в любое место.
Минусами бытового оборудования считают кабель-канал небольшой длины, ограничения параметров тока, маломощность.
Полупрофессиональные сварочные полуавтоматы

Полупрофессиональные расширяют диапазон сварочных работ, с ними монтируют трубопроводы, восстанавливают толстостенные детали, конструкции. Сварочные аппараты среднего класса приобретают для частных автомастерских, небольших производств, используют до 6 часов в сутки. Полупрофессиональное оборудование отличается от бытового:
- уровнем мощности, до 7 Квт;
- диапазоном рабочих токов;
- компоновкой;
- комплектацией;
- весом и размерами;
- повышенной защитой от пыли и влаги;
- вариативностью входных показателей тока, запитываются от однофазной сети 220 В, трехфазной 380 В;
- возможностью использовать проволоку разных диаметров.
КПД полупрофессиональных моделей на 20% выше, чем у бытовых сварочных полуавтоматов. Длина кабеля достигает 3 метров.
Основные недостатки:
- не всегда поддерживает низкие токи до 20 А;
- габариты;
- дорогостоящее обслуживание.
Профессиональные сварочные полуавтоматы

Профессиональные сварочные полуавтоматы легко узнать по массивному корпусу, высоким параметрам:
- мощности;
- рабочего тока, до 500 А;
- холостого хода, до 80 В;
- КПД – до 100%.
Оборудование не боится влажности, пыли, используется на открытом воздухе. Длина кабеля у моделей различная. Большой минус – обычно подключаются только к 380 В сети.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.
 Рисунок 9 — Сварочный полуавтомат
Рисунок 9 — Сварочный полуавтомат
При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования
Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | – | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | – |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
Полуавтомат какой фирмы купить
При выборе сложного технического оборудования существенное значение имеет репутация производителя. Следующие детали характеризуют продукцию известных на отечественном рынке производителей сварочных полуавтоматов:
- Fubag (Германия) с 2007 года предлагает широкий ассортимент сварочной техники, сопутствующих аксессуаров. Сварочные аппараты отличаются хорошими техническими параметрами при умеренной стоимости.
- Сварог (Россия) представляет оборудование, созданное в рамках сотрудничества с крупнейшим профильным производителем Shenzhen Jasic Technology (Китай). Крупная дилерская сеть обеспечивает оперативное обслуживание клиентов на всей территории РФ.
- РЕСАНТА (Латвия) по статистическим данным занимает лидирующие позиции в соответствующем сегменте рынка. Инверторные аппараты этой торговой марки славятся экономичным потреблением электроэнергии.
- ELITECH (Россия) размещает заказы на выпуск сварочных автоматов (комплектующих) в Китае и Белоруссии. Действующая система проверки обеспечивает хорошее качество в каждой товарной партии.
- Aurora (Россия) предоставляет на всю технику официальные гарантийные обязательства 2 года. Специалисты компании участвуют в разработке новых полуавтоматов. Сборка выполняется на производственных площадях RILAND Industry (Китай).
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.





Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Какой газ используют для сварки полуавтоматом — критерии выбора
Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |