Введение
Раньше деревянными постройками без единого гвоздя могли похвастаться только небольшой процент древних народов, а с появлением саморезов, шурупов, других элементов, без гвоздей строиться стало все. С ростом технологий росли требования к качеству, новой ступенью стало создание зенкера по дереву.
Это приспособление создано для повышения качества соединений деревянных изделий. Благодаря этому инструменту в создании деревянных конструкций можно использовать крепежи с большими шляпками, которые не будут торчать или держаться ненадежно. Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Отвертки
Отвертка — это ручной слесарный инструмент, предназначенный для завинчивания и отвинчивания крепежных изделий с резьбой (чаще всего винтов и шурупов), на головке которых есть шлиц (паз). Обычно отвёртка представляет собой металлический стержень с наконечником и пластмассовой или деревянной рукояткой. В любой коллекции инструментов необходимо иметь не менее четырех отверток с плоскими концами для одношлицевых винтов и двух отверток разного размера с крестообразными концами для винтов с крестовидными шлицами. Лучшая изоляция для отверток, применяющихся при электроработах — пластмассовые ручки с резиновым покрытием. Спиральная отвертка с храповым механизмом, который преобразует поступательное движение ручки во вращательное движение отверточного шлица, значительно ускорит работы, требующие установки или удаления большого количества винтов. Оптимальный размер такой отвертки — 50 мм. Выпускаются также универсальные отвертки, которые представляют собой рукоять, к которой можно присоединить (с помощью цангового зажима, шестигранного или квадратного шлица) целый набор наконечников (битов) под разные типы и размеры шлицев.
1 Зенкер – назначение и виды инструмента
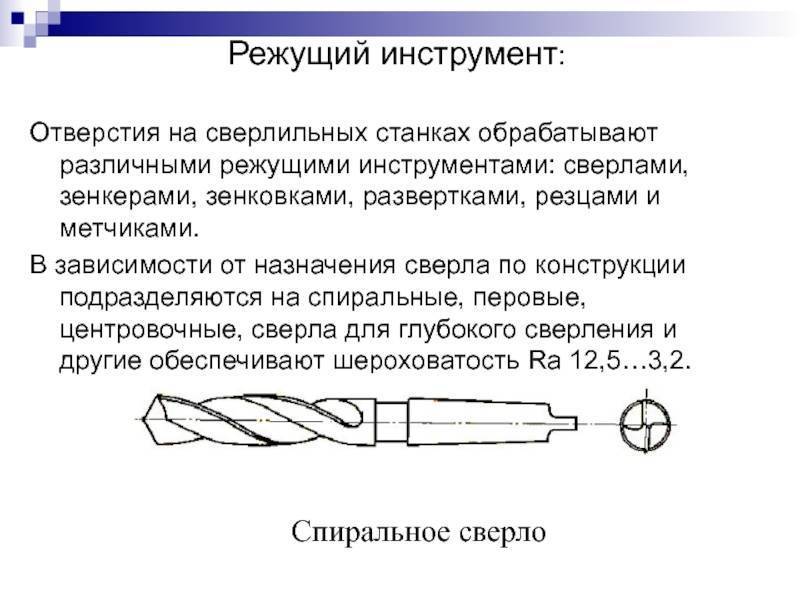
Зенкером называют многолезвенный (многозубый) режущий инструмент, который применяют для обработки отверстий круглого сечения, предварительно выполненных в заготовках или деталях из различных материалов. Обработка состоит в улучшении качества поверхности отверстия или увеличении его диаметра методом резания, а сам процесс называют зенкерование. Процесс резания подобен сверлению – оснастка для зенкерования вращается вокруг своей оси и одновременно поступательно движется вдоль оси.
Изначально данный инструмент был разработан для металлообрабатывающей промышленности, как средство механической обработки отверстий, полученных сверлением, долблением, штамповкой или в процессе отливки заготовок. В настоящее время эта оснастка по-прежнему, в основном, используется при металлообработке. Зенкер по металлу применяют для промежуточной или окончательной обработки. Соответственно, существующий инструмент делят на:
- №1 – для последующего развертывания (обработки отверстия разверткой), с припуском;
- №2 – с квалитетом Н11 (допуск 4–5 класса точности).
Во время расточки происходит увеличение диаметра и повышение чистоты, точности поверхности отверстия. Основные назначения зенкерования:
- сглаживание, очистка поверхности отверстий перед развертыванием или нарезанием резьбы;
- калибрование отверстий под шпильки, болты и другой крепеж.
Инструмент для зенкерования также используют для обработки торцевых поверхностей и для придания отверстиям необходимого профиля (расширяют на требуемую глубину – под головки болтов, например).
По способу крепления в станок инструмент делят на виды:
- хвостовой с конусом Морзе или метрическим конусом (конструкции хвостовика для соответствующего крепления в станок);
- насадной.
По конструкции различают:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами.

Первые напоминают внешним видом сверло, за что их даже называют сверло-зенкер. Они состоят из таких же элементов, но оснащены большим числом спиральных канавок и режущих кромок (количество зубьев 3–6). Режущая часть выпускаемого инструмента может быть из быстрорежущей стали Р18, Р9 или с твердосплавными пластинками (ВК4, ВК6, ВК8 для работ с чугуном, Т15К6 – со сталью). Оснастка с твердосплавными пластинами более производительна (скорость резания более высокая), чем из быстрорежущих сталей.
Зенкер своими руками
Зенкер по дереву довольно популярный инструмент на рынке, но в вашем магазине его может не быть, а вещь нужная. А в случае, когда все необходимые компоненты уже есть, в таком случае можно построить зенкерный станок своими руками. Оборудование будет далеко от профессиональных агрегатов, которые используют на предприятиях и фабриках, однако оно имеет преимущества перед дорогими аналогами. Для того, чтобы построить станок нужны следующие вещи:
Мощная дрель;
Основание ля станка из дерева или металла;
Прочный угловой штатива, также из дерева или железа;
Самодельная стойка для дополнительной устойчивости;
Пружинный механизм, для обратного движения дрели.
Это базовые компоненты, из которых можно собрать станок, который обеспечит устойчивую и точную обработку. От выбора материала будет зависеть прочность, вес, долговечность, цена постройки. Сильно экономить в этом вопросе не стоит, потому что зенкерование – точный процесс, а любое отклонение или недочет может привести к плохим результатам.






Для создания самой насадки используйте саморез или сверло, которое нужно обрезать, добавив новые лезвия. Плюсов у такой конструкции много:
Создается в домашних условиях из имеющихся компонентов;
Не требуют больших вложений;
Можно настраивать в любое время под индивидуальные конфигурации;
Возможность проводить самые разные виды стационарных работ с дрелью;
Но даже с учетом всех преимуществ у кустарного зенкера есть ряд недостатков. Некоторые минус незначительны и легко исправляются, однако они есть и по большей части связаны с просчетами во время моделирования и неправильной сборке конструкции. Вот эти минусы:
Ошибка во время заточки может привести к завышенному значению диаметра;
Быстрый износ насадок;
Любой недочет и ошибка приводит к потери качества;
Поэтому нужно уделить внимание на просчитывание конструкции и тестировать станок до его прямого использования. И если сделать все правильно, то такой станок будет отличным помощником в работе с деревянными деталями
А при желании оборудование можно переоборудовать и для железных деталей.
Видеоролик, где описан последовательный процесс создания зенкера по дереву
Важные правила и особенности развертывания отверстий
- Для чернового развертывания припуск составляет 0,1–0,15 мм, для чистового — 0,1–0,05 мм.
- Финишное развертывание проводится плавно. Уменьшение подачи повышает качество обработки. При чистовом развертывании устанавливают небольшие обороты.
- При развертывании отверстий необходимо использовать СОЖ. При обработке чугунных деталей применяют керосин или сжатый воздух.
- Для повышения эффективности обтачивают прилегающие торцевые поверхности деталей. В этом случае при развертывании задействуются все режущие кромки инструментов.
- Из обработанных отверстий развертки необходимо извлекать плавно. Обратное вращение недопустимо.
- Для контроля точности рекомендуется использовать нутромеры и калибр-пробки.
Разметка и разметочный инструмент
Разметка – это операция по перенесению на древесину размеров и контуров будущей заготовки. Разметка – один из важнейших этапов работы, от правильного выполнения которого зависит качество изделия, а также затраты материала и рабочего времени.
Разметка перед распиливанием досок на заготовки называется предварительной разметкой или разметкой черновых заготовок. При предварительной разметке заготовка обязательно должна иметь припуск (запас) на дальнейшую обработку (например, строгание и шлифование). Припуском называется разность между размером заготовки и размером готовой, обработанной детали. Припуски нужно рассчитывать точно: слишком маленькие припуски в заготовке не позволят получить из нее качественно обработанную деталь, а слишком большие приведут к бесполезным затратам древесины, труда и времени. В среднем припуски в заготовках сечением до 25 × 90 мм при длине до 800 мм составляют по ширине и толщине от 2 до 7 мм, а по длине – до 20 мм.
Начинают разметку с выбора базы – линии или плоскости, от которой будут откладывать размеры. Если есть обработанные поверхности, то за базы принимают их; у симметричных деталей за базы удобно принимать оси симметрии, центральные линии. Их наносят в первую очередь. Разметку большого количества одинаковых деталей или деталей, имеющих криволинейный контур, осуществляют с помощью шаблонов.
Разметку выполняют остро заточенным карандашом или шилом с помощью разметочных и измерительных инструментов (рис. 1).
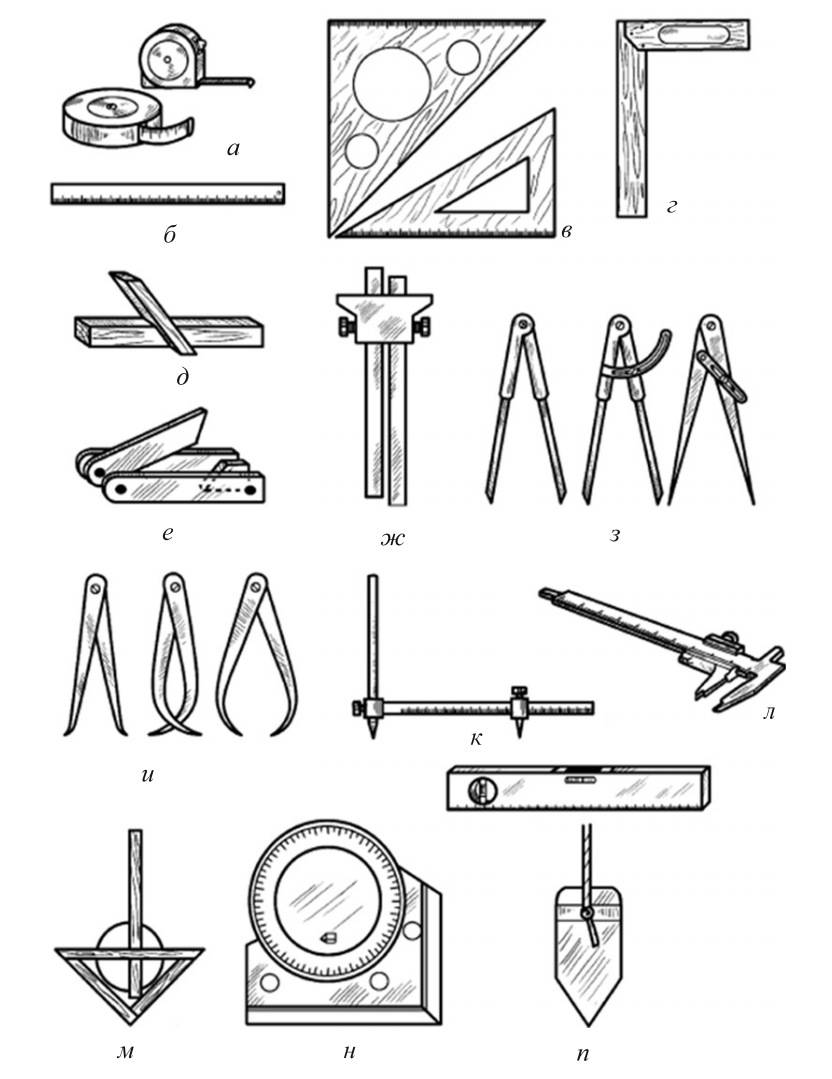
Рис. 1. Инструмент для разметки: а – метр и рулетка; б – линейка; в – чертежные треугольники; г – столярный угольник; д – ерунок; е – малка; ж – рейсмус; з – циркули; и – нутромеры; к – циркуль с линейкой; л – штангенциркуль; м – делитель окружности; н – угломер; о – уровень; п – отвес
Самые распространенные разметочные инструменты:
Рулетка – инструмент для измерения и разметки пиломатериалов и заготовок.
Линейка – инструмент для измерения и разметки размеров и проведения ровных линий.
Угольник – инструмент для расчерчивания прямых углов при разметке, для проверки строгания смежных сторон под прямой угол, для проверки прямых углов в собранных изделиях.
Ерунок – инструмент для разметки углов и проведения параллельных линий под углом 45° и 135° к кромке детали (например, при разметке соединения на ус).
Малка – инструмент для нанесения линий, которые могут располагаться относительно кромки под различными углами.
Рейсмус – инструмент для нанесения линий, параллельных сторонам заготовки.
Циркуль – инструмент для разметки окружностей.
Кронциркуль – инструмент для измерения диаметра деталей.
Нутромер – инструмент для измерения внутренних диаметров деталей.
Штангенциркуль – инструмент для измерения как внутренних, так и внешних размеров деталей и заготовок, их толщины.
Шило – применяется при разметке для прочерчивания рисок, наколки центров, мест для шурупов.
Уровень – инструмент для проверки горизонтальности и вертикальности поверхности.
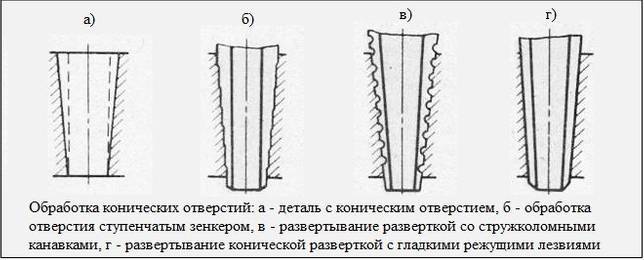
Обработка отверстий конической формы
При помощи технологической операции развертывания могут обрабатываться и конические отверстия, которые до этого имели цилиндрическую форму или были просверлены с уступами, для чего использовались сверла разного диаметра. Выполнение предварительного отверстия с уступами в таких случаях позволяет оставлять меньший припуск для дальнейшего развертывания.










Осуществление развертывания конических отверстий практически ничем не отличается от технологической схемы обработки отверстий цилиндрической формы. Для выполнения такой технологической операции, как правило, используется черновой, промежуточный и чистовой инструмент.
Последовательность обработки конических отверстий
Для проверки результатов такого развертывания используют специальный конусный калибр. При этом проверка выполняется как по плоскости соприкосновения поверхностей сформированного отверстия и калибра, так и по глубине прохода контрольного инструмента.

Калибр конусный центровых отверстий (ККЦО)
Выполнение такой проверки проводят по следующей схеме.
- На боковую поверхность конусного калибра вдоль его оси наносят несколько карандашных линий (обычно 3–4), располагая их на приблизительно одинаковом расстоянии друг от друга.
- Используя небольшой нажим, калибр вставляют в конусное отверстие в детали.
- Затем калибр проворачивают на 1/3 оборота.
- Вынув калибр, контролируют состояние нанесенных на его поверхность карандашных линий.
О том, что операция развертывания выполнена качественно, свидетельствует равномерное стирание карандашных линий на всех участках боковой поверхности калибра.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.
Многозубые развертки RMS
Многозубые развертки RMS обеспечивают превосходный удельный съем металла при обработке диаметров от 5 до 14 мм и не требуют специальной настройки. Все стандартные развертки изготавливаются по классу точности H7 и подходят для большинства операций обработки. Специальные покрытия и геометрии заборной части разверток позволяют выполнять высокоскоростную обработку стали, нержавеющей стали, чугуна и цветных металлов.
Основная область применения
Для закрепления разверток рекомендуются стандартные регулируемые гидравлические патроны SIF или обычные патроны SIF, гарантирующие минимальные радиальное биение и угловые отклонения
Надежное крепление инструмента чрезвычайно важно для достижения прямолинейности и высокого качества поверхности отверстия
Особенности и преимущества
- Более высокая производительность и рентабельность
- Полированные режущие кромки обеспечивают повышенную стойкость инструмента, высокое качество обработанной поверхности и отверстия.
- Специальные сплавы обеспечивают максимальный удельный съем металла при работе на повышенных скоростях и подачах.
- Геометрическая точность отверстий значительно выше по сравнению с аналогичными инструментами. Неравномерное расположение зубьев обеспечивает минимальные вибрации.
- Все развертки RMS имеют внутренний подвод СОЖ.
- Инструмент по индивидуальному заказу
- В ассортименте представлены развертки диаметром от 1,40 до 14,15 мм с шагом 0,001 мм, с внутренним подводом СОЖ и без.
- Стандартная программа включает развертки промежуточных диаметров, предоставляемые по заказу в кратчайшие сроки.
- Цельные развертки из кермета и развертки для обработки жаропрочных материалов предоставляются по заказу.
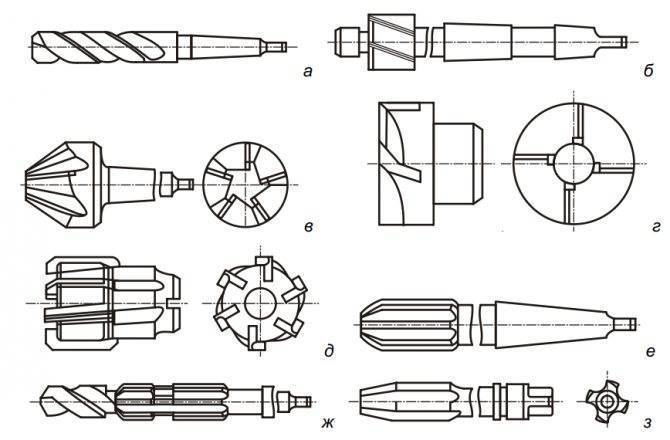
Устройство зенкера и целесообразность применения инструмента
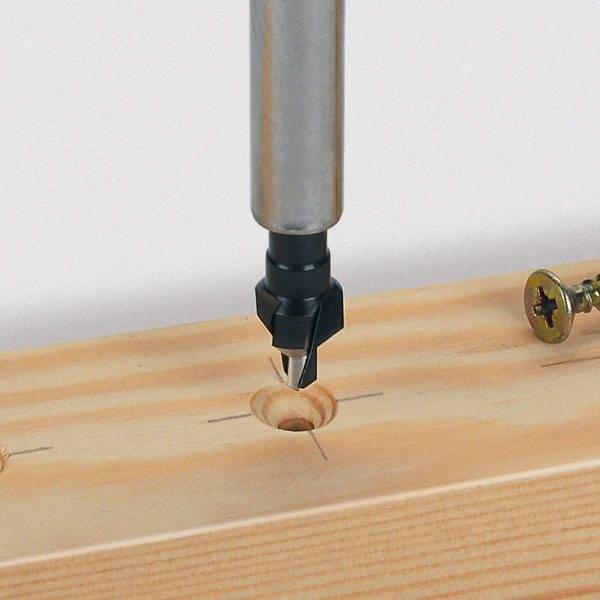
В качестве первичного инструмента для получения отверстий, зенкер использовать невозможно. Его форма не позволит качественно врезаться в древесину, и, тем более, в металл. Иное дело – работать по уже готовой полости, для того, чтобы её улучшить или расширить по диаметру. С этой целью зенкер включает в себя:
- Рабочую часть, в виде многозубого усечённого конуса;
- Направляющую цилиндрическую часть;
- Опорную часть (хвостовик) с посадочным местом под патрон станка или дрели.
Область использования зенкеров ранее была более разнообразной – их использовали не только для рассверливания отверстий, но также и для финишной обработки соответствующих сквозных или глухих полостей в штампованных или литых заготовках. В современных технологиях деформирования внутренние образующие отверстий после точной пробивки/вырубки металлических полуфабрикатов полностью соответствуют зенкерованным. Естественно, что и по производительности зенкерование уступает штамповке. Но, во-первых, иметь штамповочное оборудование может себе позволить далеко не каждый. А, во-вторых, зенкеры по дереву ещё никто не отменил.

Классификацию цельных зенкеров по металлу, согласно ГОСТ 12489-71, можно выполнить для двух групп. К группе №1 относят инструмент, который предназначается для последующего получения особо точных отверстий методом их развёртывания (в качестве примера можно привести расточку гнёзд для сёдел клапанов). №2 применяется, если для использования отверстия для которых достаточным является квалитет Н11 (это соответствует примерно 4-5 классам точности). Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.










Соответствие квалитетов ГОСТ и погрешностей размеров в зависимости от их диаметра можно определить при помощи таблицы, которая приведена ниже. При этом следует помнить, что отверстия под последующее их зенкерование должны быть меньше требуемого значения на 0,6…0,8 мм. Тоесть, зенкером снимается весьма небольшое количество материала.

Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.
Порядок операции
Подбор развертки осуществляется по типу инструмента (черновая, чистовая, ручная, машинная) и его диаметру. Черновые имеют припуск от 0,1 до 0,15 мм, чистовые от 0,05 до 0,1 мм. Для получения отверстия большого диаметра (например, 30 мм) с требуемым значением шероховатости необходимо:
- Просверлить отверстие диаметром 15 мм.
- Рассверлить его до диаметра 29,8 мм.
- Произвести черновое развертывание инструментом 29,95 мм.
- Завершить развертывание чистовым инструментом диаметром 30 мм снимающим припуск 0,05 мм.

Следует учесть, что точность полученной поверхности зависит не только от качества инструмента и правильности проведения операции, но и выбора смазочно-охлаждающей жидкости. Так, при обработке стальных изделий необходима эмульсия смешанная с минеральным маслом, которое не используется для бронзы и латуни.
Гибочное оснащение – основное приспособление для гибки металла
Практически любой аппарат предполагает наличие пресса. Он дает возможность распространять усилие и увеличивать давление на нужную область. Он может быть нескольких видов:
- Ротационные, они же вальцовые. Образец проходит между вальцами – стальными валиками.
- Поворотные. Есть две плиты – сверху и снизу. Нижняя закреплена и остается неподвижной, в то время как верхняя оказывает воздействие на материал всей своей массой.
- Обычные пневматические или гидравлические. Это устройство классической штамповки мелких деталей – есть матрица и пуансон, которые сжимаются, чтобы деформировать лист.
Модульные развертки RHM

В ассортименте представлены цельные развертки диаметром от 14 до 50 мм, обеспечивающие большой удельный съем металла и не требующие специальной настройки. Все головки стандартных разверток обеспечивают точность обработанных отверстий по ISO H7 и подходят для большинства операций. Благодаря осевому креплению головок модульных разверток, возможна их быстрая и простая замена, без необходимости повторной проверки биения. Специальные покрытия и геометрия заборной части обеспечивают возможность высокоскоростной обработки стали, нержавеющей стали, чугуна и цветных металлов.
Основная область применения
Для закрепления разверток рекомендуются стандартные регулируемые гидравлические патроны SIF или обычные патроны SIF гарантирующие минимальные радиальное биение и угловые отклонения
Надежное крепление инструмента чрезвычайно важно для достижения прямолинейности и качества поверхности отверстия. Начиная с диаметра 20 мм, вы можете выбрать развертки как с осевым, так и с радиальным креплением головок
Особенности и преимущества
- Соединение KST с контактом по конусу
- Равномерное распределение крутящего момента.
- Более высокие значения подач по сравнению со стандартным инструментом для развертывания.
- Благодаря минимальным вибрациям обеспечивается высокое качество обработанной поверхности и стойкость инструмента.
- Взаимная ориентация головки и корпуса не требуется.
- Более высокая производительность и рентабельность
- Полированные режущие кромки обеспечивают повышенную стойкость инструмента, высокое качество обработанной поверхности и отверстия.
- Специальные сплавы обеспечивают максимальный удельный съем металла при обработке на повышенных скоростях и подачах.
- Геометрическая точность отверстий значительно выше по сравнению с аналогичными инструментами. Неравномерное расположение зубьев обеспечивает минимальные вибрации.
- Инструмент по индивидуальному заказу
- В наличии развертки диаметром до 50 мм с шагом 0,001 мм, с внутренним подводом СОЖ и без.
- Стандартный ассортимент включает развертки промежуточных диаметров, предоставляемые по заказу в кратчайшие сроки.
- Развертки RHM для обработки жаропрочных сплавов, а также разной длины и с различными типами хвостовиков поставляется по запросу.
Виды работ, выполняемые на сверлильных станках
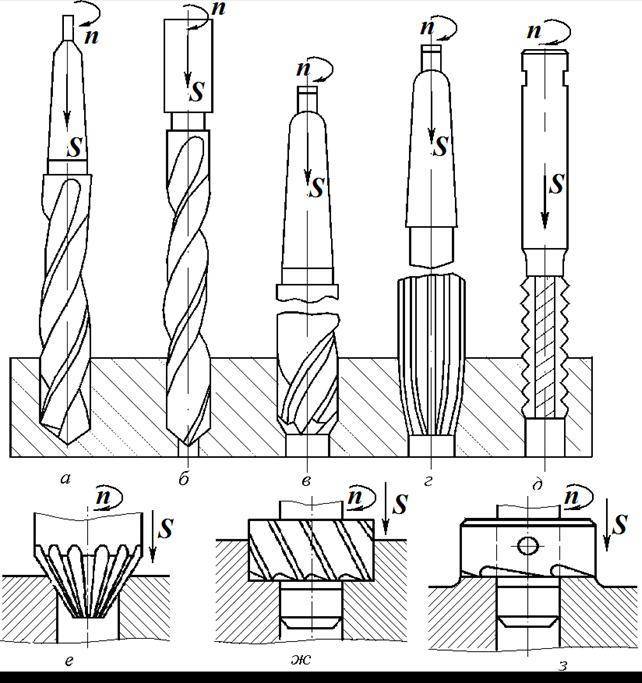
На сверлильных станках производят сверление, рассверливание зенкерование, развертывание, зенкование, цекование, обработку ступенчатых отверстий и нарезание внутренних резьб. Сверлением (рис. 16, а) получают сквозные и глухие отверстия. Рассверливанием (рис. 16, б) увеличивают диаметр ранее просверленного отверстия.
Зенкерованием (рис. 16, в) также увеличивают диаметр отверстия, но по сравнению с рассверливанием зенкерование позволяет получить большую точность и производительность обработки.
Зенкерованием можно обрабатывать отверстия, полученные в заготовке литьем или давлением. Развертывание (рис. 16, г) – чистовая операция, обеспечивающая высокую точность отверстия. Развертыванием обрабатывают цилиндрические и конические отверстия после зенкерования или растачивания. Зенкованием (рис. 16, д, е) обрабатывают цилиндрические и конические углубления под головки болтов и винтов. Для обеспечения перпендикулярности и соосности обработанной поверхности основному отверстию режущий инструмент (зенковку) снабжают направляющим цилиндром (рис. 16, д).
Цекованием (рис. 16, ж, з) обрабатывают торцевые опорные плоскости для головок болтов, винтов и гаек. Перпендикулярность обработанной торцевой поверхности основному отверстию обеспечивает направляющий цилиндр режущего инструмента (цековки). Центровочным сверлом (рис. 16, и) обрабатывают центровые базовые отверстия в валах. Внутреннюю резьбу обрабатывают метчиками (рис. 16, к). При этом скорость движения подачи должна быть равна шагу резьбы (So = h). Сложные поверхности обрабатывают комбинированным инструментом (рис. 16, л).

Рис. 16. Схемы обработки поверхностей на сверлильных станках: а – сверление; б – рассверливание; в – зенкерование; г – развертывание; д, е – зенкование; ж, з – цекование; и – обработка базовых центровых отверстий; к – нарезание внутренних резьб; л – обработка сложных поверхностей
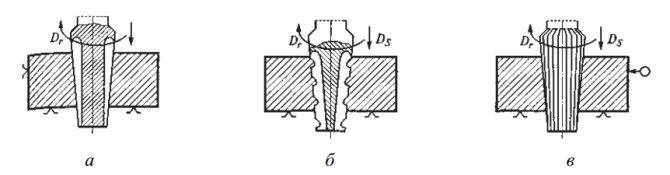
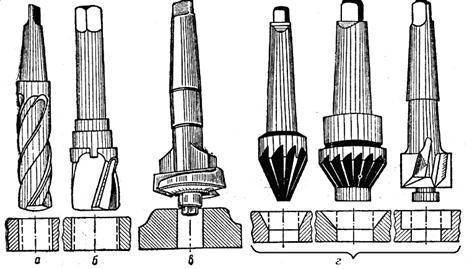
Рис. 17. Обработка точных конических отверстий: а – зенкерование ступенчатым зенкером; б – черновое развертывание; в – чистовое развертывание










Схема обработки точного конического отверстия следующая: сверление цилиндрического отверстия; зенкерование ступенчатым коническим зенкером (рис. 17, а); развертывание конической разверткой со стружкоразделительными канавками (рис. 17, б); развертывание гладкой конической разверткой (рис. 17, в).
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап
Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Напильник и рашпили
Напильник представляет собой многолезвийный инструмент для обработки металлов, дерева, пластмасс. Это металлический стержень из инструментальной стали, на который нанесена насечка, которая может быть различной частоты (брусовка, драчевая, личная, бархатная) и характера (простая — для цветных металлов; крестовая — для стали, чугуна и бронзы; фрезерованная — для цветных металлов и дерева; рашпильная — для дерева, кожи, резины).
Существуют маленькие напильники для выполнения тонких работ, покрытые алмазным порошком — надфили. Они применяются для обработки закаленной стали, стекла, керамики. Полезным дополнением к напильнику будет деревянная или пластмассовая ручка, которая легко снимается с одного инструмента и надевается на другой. Также пригодится жесткая проволочная щетка для очистки насечки.
Разновидностью напильника является рашпиль— напильник с самой крупной насечкой. Он относится к режущим инструментам, часто его называют «столярным напильником». В отличие от напильника рашпиль имеет насечку в виде отдельно расположенных выступов или зубьев. Рашпили используются для обработки мягких материалов: дерева, гипсокартона, пластика, резины, кожи —там, где обычный напильник быстро забивается стружкой и перестает резать. Годится рашпиль и для работы с мягким металлом и камнем. Рашпилем лучше всего заравнивать и заглаживать торцы, края и отверстия изделий.