Инструкция по применению
Несмотря на простоту процесса, многие люди не знают, как правильно пользоваться холодной сваркой. Ниже мы поговорим о самых распространенных погрешностях в процессе сварки, чтобы в дальнейшем смогли их избежать.
Сколько сохнет
Здесь единого ответа нет, сколько по времени сохнет клей. Все зависит от марки производителя
В таком случае следует обращать внимание на сроки «первичного высыхания». Под этим термином подразумевают время, за которое масса уже принимает окончательную форму и не подвергается изменениям
В этот момент шов остается чрезвычайно уязвимым, поэтому никаких лишних действий совершать не нужно. Обычно, первичное засыхание наступает в течение 5-20 минут, этого времени должно хватить для нанесения клея.
Хотя желательно оставлять сварку сохнуть именно на сутки, за это время продукт будет окончательно готов к использованию.
Меры безопасности
Несмотря на кажущуюся простоту и безвредность процесса, при осуществлении холодной сварки, необходимо следовать инструкции:
- Нельзя допускать попадания сварки на открытые участки тела (кожу, глаза). Если это все-таки произошло, следует промыть место попадания сварки чистой водой.
- Хранить в месте, до которого не доберутся дети или домашние животные.
- Обязательно использовать перчатки и маску в процессе работы с жидким клеем. Помните, что если работа с сухим клеем может не предусматривать ношение перчаток, то работа с его жидким аналогом, ношение перчаток прямо предполагает
- Следите за тем, чтобы сварочные материалы не попали в продукты питания.
Ошибки в работе
Несмотря на простоту процесса, важно знать правила работы, которые помогут сохранить качество вашего шва:
Обращайте внимание на срок годности сварки. Если он истек, то она потеряет свои свойства
При подготовке поверхности для сварки, обращайте внимание на примечания производителя, иначе ничего толкового у вас не получится. Не храните остатки клея на открытом воздухе, это может стать причиной его затвердевания. Клей должен использоваться в соответствии со своим назначением. Модели для дерева не должны применяться для керамических изделий и т.д. Обращайте внимание на пропорции при смешивании, если что-то напутаете или не рассчитаете, то сварка будет менее прочной.
Правила хранения
Соблюдение всех требований к хранению продукта позволит вам пользоваться им на протяжении всего срока годности.
- Следите за тем, чтобы клей находился в плотно закрытой, герметичной упаковке.
- Для хранения необходимо выбирать темное и прохладное место, куда не попадают солнечные лучи и не доберутся дети.
Руководство по использованию
Применять это вещество необходимо с соблюдением советов изготовителя, которые показаны в инструкции. Пользоваться ей достаточно просто, поэтому возможно соединять, в том числе и треснувшее стекло. Для данных целей имеется бесцветная сварка.
Чтобы сделать надежный шов, необходимо правильно соблюдать последующие правила:
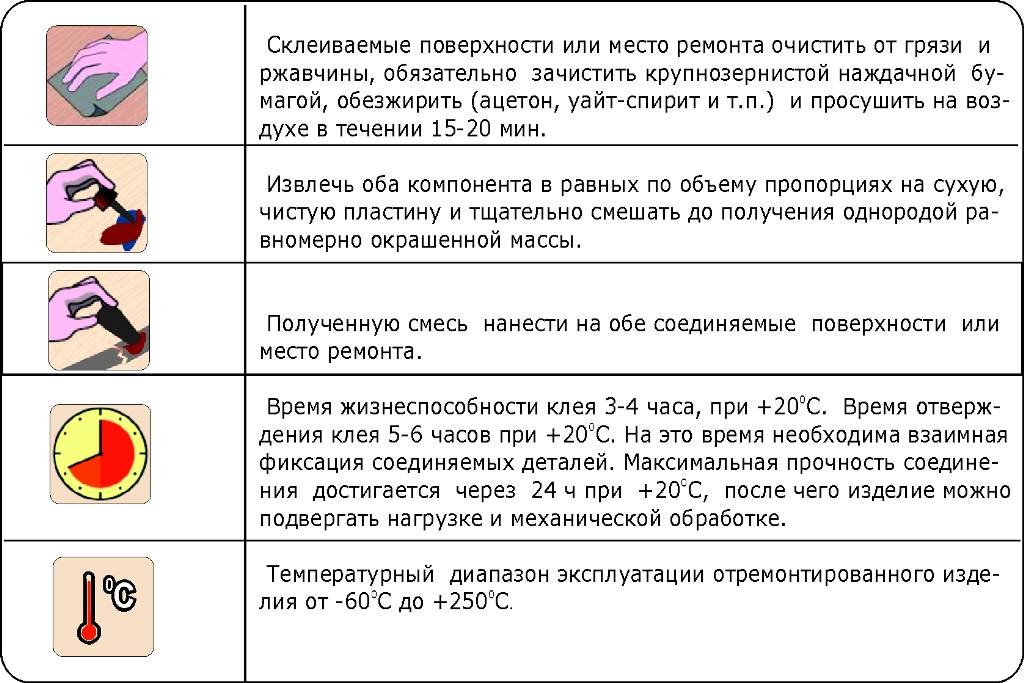
- Подготовка. Рекомендовано освободить рабочую поверхность от загрязнений и убрать крупные выступы. Влажные детали при способности правильнее предварительно высушить. Необходимо обязательно обезжирить детали. Это очень значимый этап, что гарантирует предельное качество соединения.
- Далее необходимо подготовить состав. Жидкий клей необходимо объединить с отвердителем, а сухая сварка должна смешиваться до однородного состава. При перемешивании используют одноразовые перчатки, заранее смоченные незначительным числом воды.
- После подготовки консистенции необходимо ее быстро нанести.
- После кропотливого соединения компонентов необходимо разровнять плоскость. После полного просыхания можно дополнительно почистить шов.
Вот подобная простая методика может стать незаменимой в бытовом применении, которая при соблюдении инструкции не уступает классическим методам сварки.
Мнение эксперта
Куликов Владимир Сергеевич
Невзирая на высокую прочность шва, не следует применять ее в участках повышенной опасности. К примеру, для соединения газовых труб. Такую работу необходимо доверять лишь экспертам с профессиональным оснащением.
Как соединить линолеум холодной сваркой
Одним из самых популярных запросов в Яндексе и Google является правило склеивания линолеума при помощи холодной сварки. Напольный линолеум пользуется популярностью, и поэтому при его укладке в больших помещениях возникает необходимость склеивания швов. Для этого применяется специальная холодная сварка для линолеума, а сам процесс приклеивания двух листов выполняется по следующей схеме:
- Сначала необходимо обеспечить идеальное стыкование двух листов линолеума. Достигается это путем наложения двух частей внахлест, с выступом не менее 5 см. Этот выступ нужен, чтобы место стыка не имело свободного пространства. Место нахлёста необходимо проклеить малярным скотчем, а затем при помощи острого строительного ножа произвести удаление верхней и нижней части выступов линолеума. Проклеивать малярным скотчем не обязательно, но рекомендуется, так как при этом место соединения не будет смещаться. Этим простым способом достигается высокая точность соединения
- На следующем шаге нужно также воспользоваться малярным скотчем, и проклеить место стыка с двух сторон снизу и сверху. Проклеивать нижнюю часть также не обязательно, но это позволит исключить приклеивание линолеума к влагозащитной пленке. Сверху проклейка малярной лентой выполняется для того, чтобы исключить попадание холодной сварки на декоративную часть материала
- На месте стыкования нужно прорезать линию в скотче, через которую будет вноситься холодная сварка
- Взять в руки тюбик специального клея для линолеума, и наносить его в место стыка при помощи тонкой иголочки, закрученной на тюбик. Если клей будет выходить за пределы соединения, то его следует оперативно удалять при помощи тампона
- Кроме этого способа, есть и другой, который заключается в том, что на одну торцевую часть линолеума наносится равномерный слой клея, а затем выполняется его укладка и соединение со вторым листом. Этот способ подходит, если место стыка имеет практически незаметный шов, который не позволяет провести по нему тонкой иглой
Время застывания клея составляет не менее 2 часов, поэтому рекомендуется выдержать это время, и только после этого к удалению малярной ленты. Если на месте шва имеется выступ клея, то его можно удалить при помощи канцелярского ножа или шпателя.
Это интересно! Зачистку шва рекомендуется выполнять не раньше, чем через 5 часов, пока клей полностью не застынет.
https://youtube.com/watch?v=A5XFE6hCQX8%3F
Параметры режимов холодной сварки
Основной параметр, определяющий процесс – величина деформации в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей.
Основными параметрами режима холодной сварки являются:
- удельное давление
- глубина вдавливания пуансона
- величина вылета деталей из цанг (при стыковом способе)
- диаметр пуансона
- степень деформации
Величина удельного давления выбирается в зависимости от физико-механических свойств свариваемых материалов. Рекомендуемое удельное давление при стыковой холодной сварке:
- алюминиевых деталей: 180-250 кг/мм2
- медных деталей: 650-800 кг/мм2
- для разнородных металлов, например, алюминий – медь: 500-650 кг/мм2
Усилие зажатия образцов в зажимах с насечкой должно превышать усилие осадки для алюминия более чем на 50%, а для меди – более чем на 80%
| Металл | Относительная глубина вдавливания пуансона, % |
|---|---|
| Алюминий | 55 – 60 |
| Алюминиевые сплавы | 75 – 80 |
| Медь | 85 – 90 |
| Олово | 85 – 88 |
| Титан | 70 – 75 |
| Серебро | 82 – 86 |
| Армко-железо | 85 – 92 |
| Свинец | 80 – 85 |
| Никель | 85 – 90 |
| Индий | 10 – 15 |
Величина вылета стержня составляет:
- для алюминия 1-1,2 диаметра стержня
- для меди 1,25-1,5 диаметра стержня
- для разнородных металлов алюминий – медь: вылет медного стержня должен быть на 30-40% больше, чем алюминиевого
Степень необходимой деформации при холодной сварке разнородных материалов определяется свойствами того из свариваемых металлов, при соединении которого требуется меньшая деформация. Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.








Предварительные исследования свариваемости показывают следующие результаты:
| Металл | Свариваемость в % |
|---|---|
| Алюминий особо чистый | 40 |
| Алюминий технически чистый | 30 |
| Дюралюминий | 20 |
| Кадмий | 16 |
| Свинец | 16 |
| Медь | 14 |
| Никель | 11 |
| Цинк | 8 |
| Серебро | 6 |
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Холодная сварка для металла: инструкция
Ремонтный состав широко применяется в быту. Например, легко клеит керамику. С его помощью можно заделать течь в трубах.
В авторемонте, когда беда застигла в походных условиях, он просто незаменим. Холодная сварка может приклеить оторвавшиеся или отбитые металлические детали. С ее помощью можно отремонтировать повреждение в радиаторе, топливном баке, глушителе, картере, поддоне и в других элементах. Для авторемонта часто используется пластический состав. Хотя иногда применяется и жидкий, потому что прочность его выше пластического.
При ремонте сваркой частей автомобиля важно то, что не понадобиться производить слив бензина, солярки или масла. Неисправность заделывается, как говорится, на месте
Это возможно потому что ремонтный состав не вступает в реакцию с химическими веществами, быстро застывает и удобен в использовании.
Чтобы заделать трещину в баке, глушителе или поддоне обычно используется один и тот же подход к ремонту — одна схема действий
Важно следовать основным этапам работы
- Вначале следует подготовить поверхность. Для этого металл зачищают наждачной бумагой. Если ремонт производится в полевых условиях, то можно обойтись и без этого. Однако, клеевой состав на предварительно зачищенной поверхности будет держаться дольше. Это происходит благодаря мелким царапинам и шероховатостям, обеспечивающим лучшее сцепление клея с металлической поверхностью.
- Далее рабочую поверхность следует обезжирить. Это можно сделать при помощи антисиликона, но можно использовать и обычный бензин. Окунув в него тряпочку, следует протереть поверхность металла.
- Подготовка к ремонтным действиям. В зависимости от вида, используемой сварки, она либо выдавливается из тюбика или отрезается от бруска. Затем состав следует либо размешать, либо размять до однородного состояния. Смесь при этом, как правило, слегка нагревается. Для работы с холодной сваркой не требуется никаких специальных навыков — достаточно инструкции, которая всегда прилагается к ремонтному составу.
- Процесс нанесения состава. Повреждение заделывается клеем, после чего поверхность выравнивается. Операцию следует проводить по возможности быстро, потому что некоторые виды холодной сварки застывают за несколько минут.
Полное высыхание состава может наступает по-разному: от часа до суток. Конечно, в дороге это не всегда возможно. Поэтому достаточно подождать двадцать минут для начального застывания — этого хватит, чтобы доехать до ближайшего ремонтного пункта.
Холодная сварка для металла: инструкция к применению
Все виды клея холодная сварка имеют схожую технологию применения – разницы между ними нет никакой. Именно по этой причине вопрос, как пользоваться холодной сваркой, мы рассмотрим на примере устранения течей в железных трубопроводах. Представим эту технологию по пунктам, но для начала разберемся с одним моментом – холодная сварка с одинаковым успехом может устранять течи как в пустых емкостях, так и находящихся под небольшим давлением. Если в автомобильном радиаторе имеется охлаждающая жидкость, то для заделки пробоины сливать ее не обязательно. То же самое можно сказать и о трубопроводах.
Но вернемся к непосредственной технологии использования холодной сварки. Выглядит она следующим образом.
Для начала готовим склеиваемую или склеиваемые поверхности. Самым тщательным способом зачищаем ее крупной наждачной шкуркой, так, чтобы не только удалилась грязь и старая краска, но и на поверхностях образовались видимые невооруженным глазом царапины. Они нужны для того, чтобы обеспечить качественное склеивание – без них не обойтись, поэтому стесняться не нужно и царапать необходимо капитально. Естественно, в пределах разумного.
Просушиваем поверхность – можно даже феном. Если склеиваемые холодной сваркой поверхности будут нагреты, это пойдет только на пользу. Сразу оговорюсь – холодная сварка пристает и на мокрую поверхность, но делает это во много раз хуже. Хорошего качества в таком случае ждать не приходится, и такой подход к делу является правильным только в случае временного устранения течей.
Обезжириванием склеиваемые поверхности. Это обязательный этап работ, который обеспечивает надежность соединения. Даже если наглядно на поверхностях не видно жира, то это еще не означает, что его там нет – даже мизерной доли жира, перенесшегося на склеиваемую поверхность с пальцев рук, вполне достаточно для того, чтобы стык оказался нестабильным и некачественным. Этот этап работ игнорировать не стоит.
Пока ацетон высыхает, готовим холодную сварку. Для этого отрезаем от колбаски небольшое количество материала – режем строго поперек, так как в большинстве случаев мы имеем дело с двумя компонентами, расположенными один внутри другого. Отрезанный кусочек тщательно разминаем руками до получения пластичной, мягкой, а главное однородной массы
В процессе перемешивания материал немного нагреется – это нормально и заострять внимание на этом не стоит.
Наносим приготовленную холодную сварку на склеиваемую или заклеиваемую поверхность. Делать это нужно сразу же по окончании смешивания – большинство составов начинают полимеризироваться (застывать) уже спустя пару минут после приготовления
Если речь идет о заделке пробоины, то холодную сварку нужно нанести так, чтобы она проникла и внутрь отверстия. Если оно слишком большое, то на него лучше установить латку из листового железа, приклеив ее с помощью этой же холодной сварки.
Все! Оставляем ремонтируемый участок высыхать. Полное застывание данного типа клея происходит в течение 24 часов. По истечении этого времени ремонтируемый участок можно зачищать, грунтовать, шпаклевать и красить – в общем, имеются все предпосылки для того, чтобы устранить пробоины даже в лицевых декоративных поверхностях. Например, в бензобаке мотоцикла.
И в заключение темы несколько небольших советов, которые помогут использовать холодную сварку безопасно, а главное обеспечить с ее помощью надежное и герметичное соединение. Во-первых, тщательно ознакомьтесь с инструкцией – слова словами, а вот нюансы применения у различных производителей могут быть свои. Во-вторых, не забывайте о правилах использования таких веществ, как ацетон – они являются отнюдь не безопасными и при попадании в глаза могут вызвать серьезные травмы. А вообще холодная сварка является неприхотливым материалом – в этом отношении ее можно сравнить с обычным клеем, например, для обуви.
Автор статьи Александр Куликов
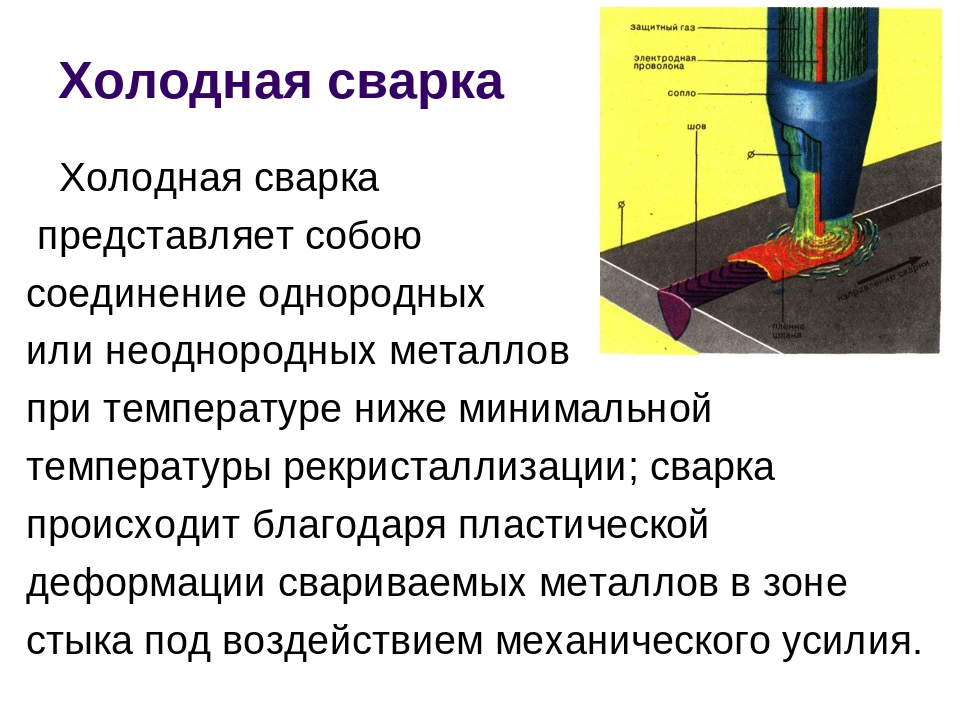
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: “Это что-то магическое”. На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.



Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Критерии выбора
Не существует единого ответа на тему, какая холодная сварка самая хорошая для металла, потому что идеальных составов не бывает
При выборе, необходимо обращать внимание на следующие факторы:
В первую очередь необходимо изучить состав. Чтобы шов между металлическими деталями был наиболее прочным, структура эпоксидной смолы должна быть более однородной.
При использовании склейки на высокотемпературных приборах, требуется посмотреть, какие температуры выдерживает средство после затвердевания. Шов потеряет свою прочность при разогревании выше допустимой температуры.
Время застывания
При необходимости провести быстрые ремонтные работы, важно покупать быстрозастывающий клей.
Преимущества холодного сваривания
У любого способа соединения деталей есть как сильные, так и слабые стороны. Преимущества холодной сварки:
- Надежность соединений.
- Нет затрат электроэнергии или газа.
- Чтобы использовать холодную сварку, не нужно дополнительно учиться.
- Процесс нанесения происходит с помощью подручных средств.
- При правильном применении и качественном составе, готовый шов получается прочнее, чем склеиваемый материал.
- Быстрое застывание. Начинать использовать склеенную деталь, можно уже спустя 2–3 часа.
- Отсутствие отходов после применения.
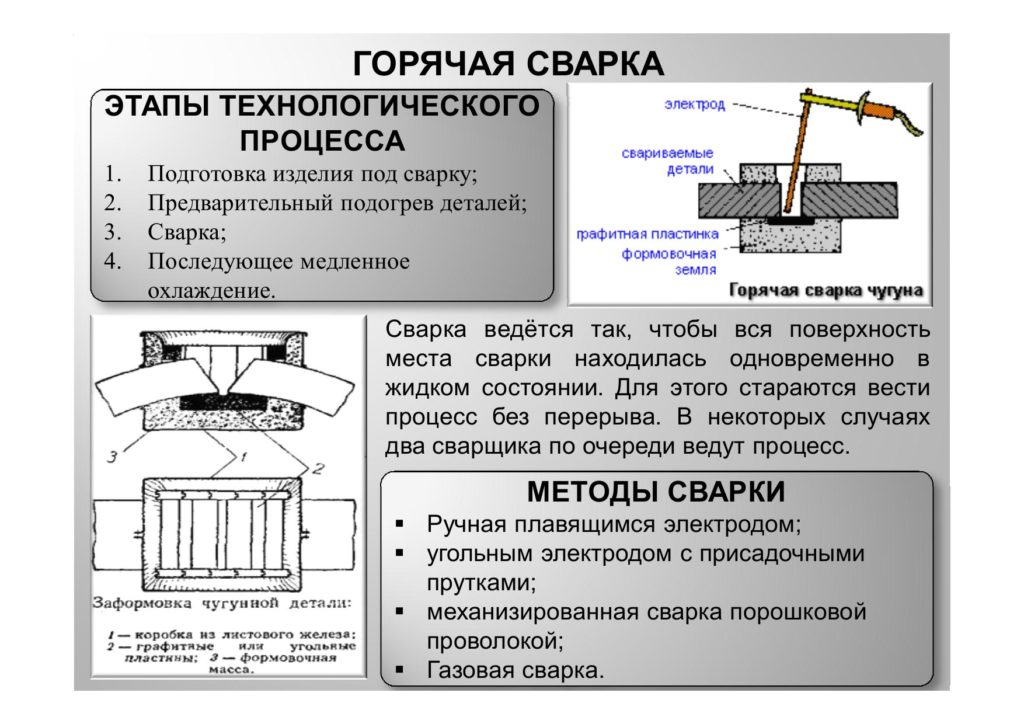
В отличие от горячей сварки, холодный состав не подвергает предмет нагреванию и последующему разрушению.
Производители
Ниже будут обозначены известнейшие производители холодной сварки:
- Poxipol;
- Penosil;
- Zollex;
- Алмаз;
- Alteco;
- Nowax.
Существуют и другие компании, изготавливающие смеси для склейки металла, однако, здесь были представлены самые популярные.
Как пользоваться холодной сваркой: общие правила
Работа с разными видами материала имеет свои нюансы, но есть и общие правила:
поверхность должна быть тщательно обезжирена и очищена от любых других загрязнений
Удаление жировой и/или масляной пленки, а также частиц бензина, солярки, смазочных материалов особенно важно, поскольку в противном случае адгезионные способности состава значительно уменьшаются. Для очистки пластиков и линолеума хорошо подходят смеси на основе спирта (в том числе технического), для металла – легкие растворители;
непрочные элементы поверхности, выкрашивающиеся кусочки, участки коррозии и другие дефекты, нарушающие прочность материала, необходимо удалить до начала ремонта (зачистить до плотного и равномерно прочного материала);
чтобы улучшить адгезионные свойства поверхности, желательно удалить с нее любые лако-красочные покрытия и обработать гладкие поверхности абразивом
Для зачистки металла подходит проволочная щетка, для мягких пластиков – наждак с фракцией 120…240 грид;
если необходимо заделать трещину, лучше высверлить отверстия в ее концах или чуть дальше, чтобы снять напряжение материала и избежать расширения дефекта;
для обработки больших площадей или выравнивания вмятин уместно использовать армирующие материалы – сетку из стекловолокна или пластика, нетканый текстиль, даже обычную ткань и марлю;
чтобы улучшить схватывание ремонтного состава, можно немного нагреть детали – например, положив их на батарею отопления или рядом с ней. Однако сильный нагрев приведет к чрезмерно быстрому первичному застыванию композита;
соединяемые детали прижимают друг к другу с усилием;
по завершении ремонтных работ рекомендуется зашлифовать шов/стык и покрыть его дополнительно лаком, краской или другим видом поверхностной защиты. Это продлит срок эксплуатации детали.
Важно: у разных видов «холодной сварки» различное время первичного схватывания и полного набора твердости. Внимательно читайте рекомендации производителя!. Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный
Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность
Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный. Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность.

В этом видео показана технология применения «холодной сварки» на примере разных составов.
Обязательные меры предосторожности при работе с холодной сваркой:
- использование перчаток, причем не одноразовых медицинских или хозяйственных, а прочных резиновых;
- работа в газовом респираторе;
- применение защитных средств для рабочего места и одежды.
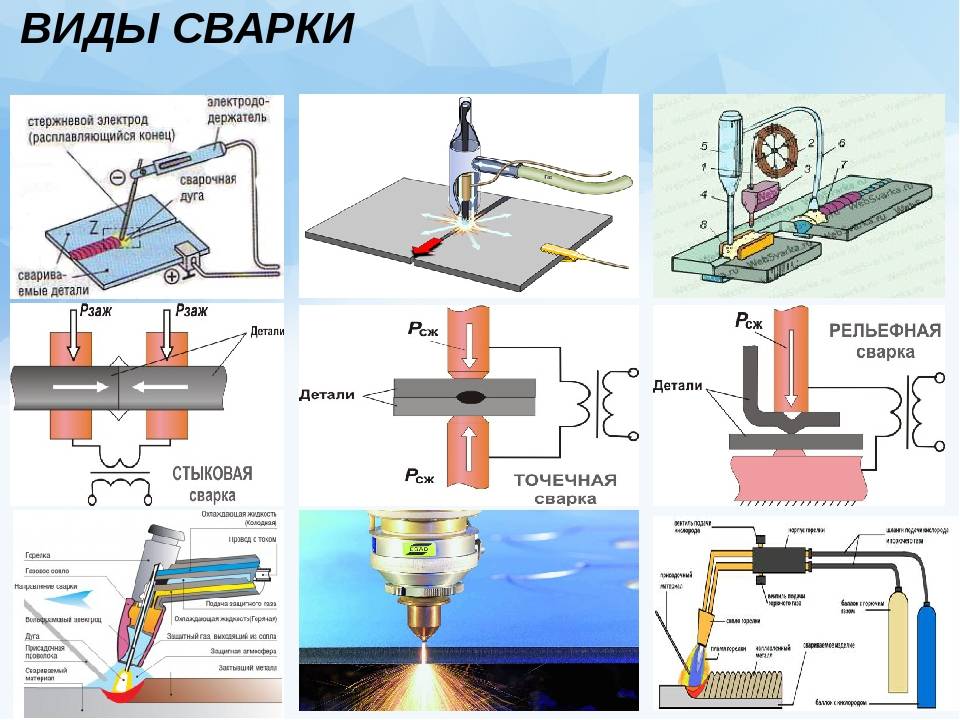
Виды холодной сварки для металлов
Есть несколько различных клеевых смесей и составов, который делится на несколько групп в зависимости от материала, который требует соединения, типа работ и процедуры.
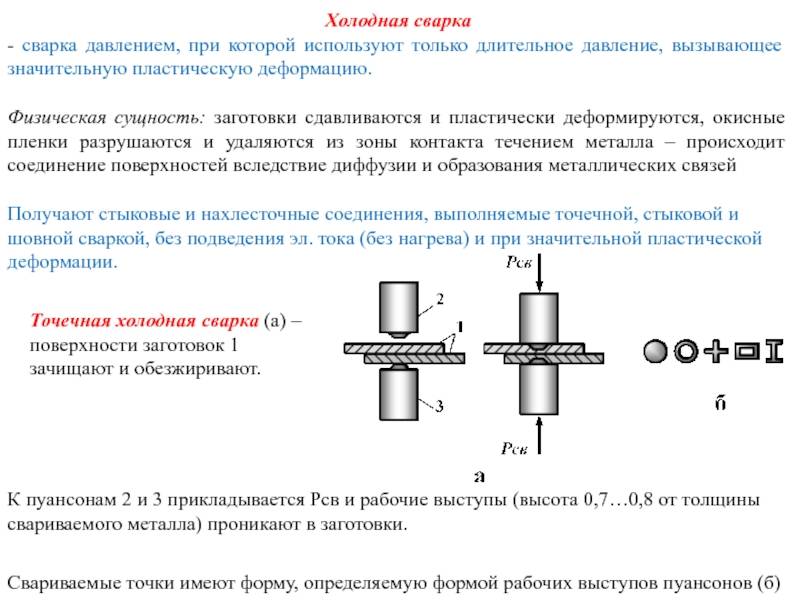
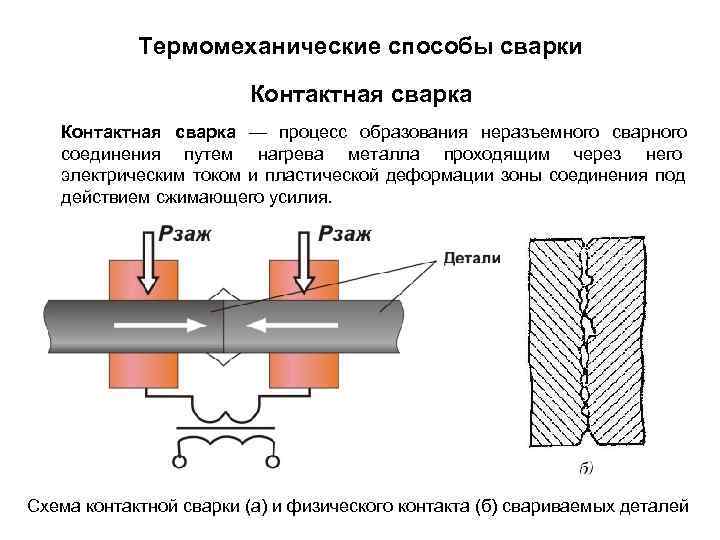
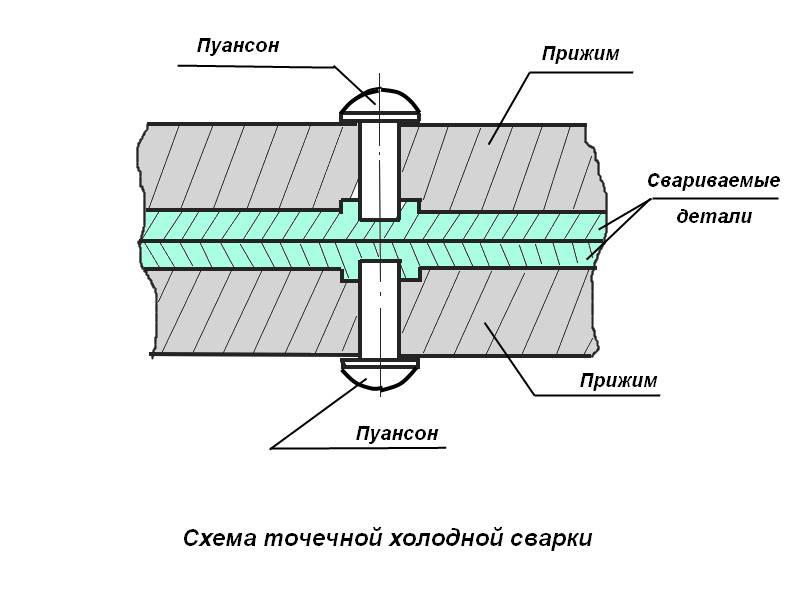
Точечная сварка
- позволяет работать над соединением медных и алюминиевых шин.
- Алюминиевые провода можно оконцовывать накладками из меди, которые позволят обеспечить контакт электрических проводов.
- Поможет соединить алюминиевые ручки кастрюль с корпусом;
- Заменить литые спрессованные охладители на ребристые, работающие в силовых полупроводниковых приборах.
Шовная сварка
Выполняется контурными пуансонами.
- Герметизация корпуса полупроводниковых электроприборов;
- Ремонт конденсаторов;
- Восстановление металлических емкостей для продуктов и других сыпучих веществ;
- Изготовление емкостей больших объемов с тонкими стенками.
Стыковая сварка
- Склеивание концов проводки во время монтажных работ;
- Скрепление концов алюминиевых проводов медными частями;
- Помощь в безотходном составлении катушек для объединения концов металлических бухт;
- Склеивание троллейных проводов при ремонте передвижения электрифицированного транспортного средства;
- Изготовление металлических колец;
- Минимализация отходов от производства деталей.
Тавровая сварка
- Сваривание медно-алюминиевых ножей;
- Ремонт распределительных приборов и устройств;
- Склеивание шпилек из латуни с алюминиевыми обмотками трансформаторных узлов;
- Изготовление тавровых и угловых креплений проводов шин электровозов.
Сварка сдвигом
Склеивание трубчатых переходников и соединение труб, входящих в линии электропередач на железнодорожных системах сообщения. Все составы имеют различную консистенцию: жидкую и пластичную.
- Жидкая смесь создается на основе эпоксидной смолы. При проведении химической реакции состав становится твердым и крепким. Отличительные характеристики эпоксидной смолы позволяют сделать соединение не просто крепким, но и качественным. Соединять жидким клеем «Холодная сварка» можно подложки из металла, арматуру, строительные элементы и детали: стеклоткань, сетку. Клей при работе не выделяет жидкости, отсутствует неприятный резкий запах и вредные для человека вещества.
- Пластичный состав – специальные замазочные смеси. Выглядят они как деревянные бруски в один или два слоя. Можно сравнить соединительную смесь с плотным застывшим пластилином.
Правила выбора хорошей клеевой смеси для металлических изделий
«Холодная сварка» может стать незаменимым помощником в путешествии на автомобиле. Незначительная поломка в дальней дороге раздражает, требует пересчитать время, вставать на остановку на ближайшей СТО. Кроме этого, в путешествии нужна каждая «копейка», чаще всего все рассчитано до мелочей. Тратится на дорогостоящие ремонты сложно. Поэтому соединить ослабшие детали с помощью смеси легко и практично. Не потребуется вызывать эвакуатор и разворачиваться в сторону ближайшей СТО.
В гараже многих автолюбителей, считающих себя настоящими хозяевами, найдется такое средство. Но для быстрого и качественного использования средства, оно должно быть хорошим. Продукция некачественная может только испортить предмет ее использования. Но среди торговых предложений очень много подделок. Есть определенные правила, которые помогут остановиться и получить нужный состав.




Тип поверхности, выбираемой для работы;
- Диапазон температур, которые нужны для разогрева деталей. Чем шире предлагаемый диапазон, тем лучше сварка;
- Наличие подробной инструкции;
- Объяснение правил пользования и конкретные рекомендации по применению.
При выборе товара нужно обратить внимание на производителя. Рекомендуемые марки Loctite, Poxipol, Permatex, Devcon, WEICON. Они известны качеством и надежностью
Понятно, что при сравнении ценового предложения, данные производители ставят более высокую планку, но они обещают и предоставляют нужный результат
Они известны качеством и надежностью. Понятно, что при сравнении ценового предложения, данные производители ставят более высокую планку, но они обещают и предоставляют нужный результат.
Использование сварки для ремонта труб из полипропилена
Соединения в полипропиленовых трубах не должны протекать, поэтому в дальнейшем рекомендуется использовать высококачественный аппарат для сварки с целью обработки труб из полипропилена. Он позволит проводить работы в согласовании с технологией. Температура, которая поддерживается холодной сваркой, находится в зависимости от состава и характеристик, указанных на упаковке.
При точном соблюдении всех указаний шов сохранит свою прочность. Следует осознавать, что наибольшая прочность может быть достигнута только при более точном применении сварки холодным способом. Потому составы с наибольшей температурой используются при ремонте деталей, эксплуатируемых в обычных температурных критериях.
Клеящий состав, применяемый при холодной сварке, используется для соединения всех поверхностей, которые подвергаются нагреванию до очень высоких температур, когда возможность использования классической сварки проблематична. Смесь может быть сохранена до 3-х минут в рабочем состоянии. Потому клей следует наносить вовремя.
При склеивании двух поверхностей их нужно крепко фиксировать с использованием зажима. Должно пройти обозначенное в инструкции необходимое время, после чего состав становится твердым. После ремонта поверхность может быть зашпаклевана и закрашена. Время высыхания состава может составить от 1 до 8 часов. В инструкции должен быть указан способ применения холодной сварки, ее марка. Все советы производителя не должны нарушаться, поскольку в противном случае прочность швов будет наименьшей.
В большинстве случаев холодную сварку применяют с целью ремонта автомобилей и отопительных приборов. В каждом случае применение данного метода имеет свои нюансы, поскольку, например, ремонт автомобильного бензобака позволяет продлевать срок годности, что исключает расход больших средств на новые детали.
До работы необходим удачный доступ к покоробленным местам поверхности. Есть обычный способ облегчить для себя данную проблему, если имеется маленькое отверстие: отверткой довести его до округлой формы, чтобы потом использовать болт для завинчивания, который подходит по поперечнику, чтобы можно было укрепить его холодной сваркой.
Способ холодной сварки, применяемый для радиаторов, – один из популярных методов применения данных составов автомобилистами. Найти, где именно радиатор поврежден, можно, погрузив его под воду, а продув сделать с помощью компрессора. Места возникновения множества пузырьков, которые выходят на поверхность из воды, являются местами повреждения.
Способ холодной сварки будет только единовременным вариантом – долговременного применения радиатор обычно не выдерживает. С помощью нее можно заваривать глушитель. Он находится в зависимости от температурного уровня, который может выдержать состав.
Следует обязательно использовать модификацию для высокого уровня температур перед началом склеивания поверхности. Это связано с предварительной зачисткой и подготовкой детали. Например, срок службы отремонтированного глушителя станет дольше.
Нагревательные приборы требуют очень высококачественную холодную сварку, поскольку цена ремонта в случае, если шов снова деформировался после ее применения, велика. Потому использовать составы, которые выдерживают достаточно высокий уровень температуры, приемлемо, а лучше использовать составы, созданные для неизменного соприкосновения с водой.
При не очень большом повреждении этот способ решит все проблемы, а для отверстий наибольших параметров холодная сварка будет только временным решением проблемы ремонта. Для обычного ремонта изделий из металла сварочный аппарат подойдет лучше. Для ремонта главных узлов лучше не применять холодный способ, так как безопасность в их работе стоит на главном месте.