Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.
- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.
Оцинкованые болты
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения
Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать.Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение. Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
- Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.
Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения.Однако, у резьбовых соединений есть и несколько существенных недостатков:
- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
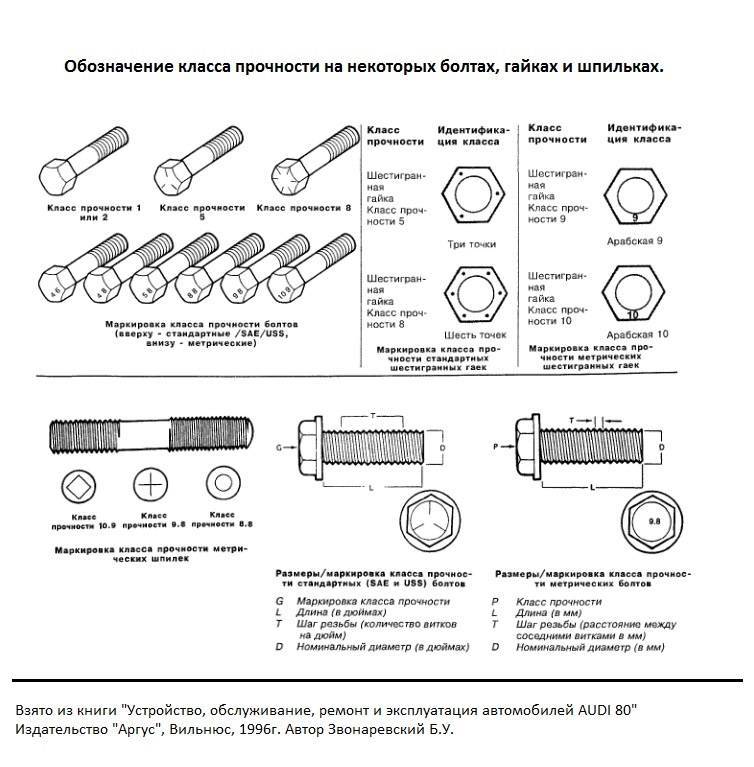
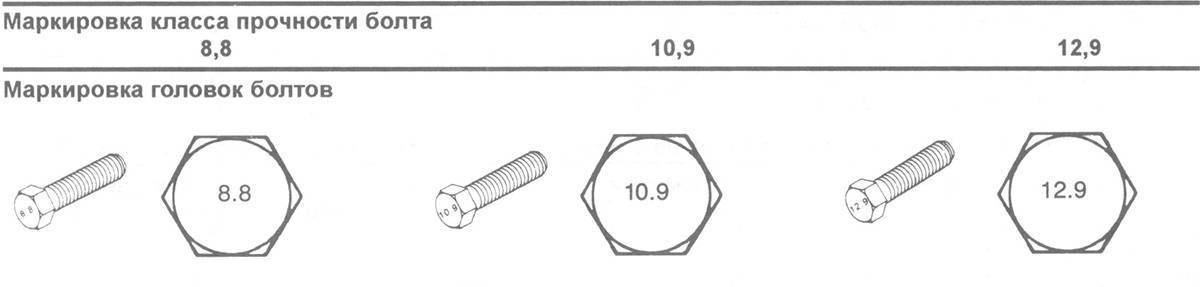
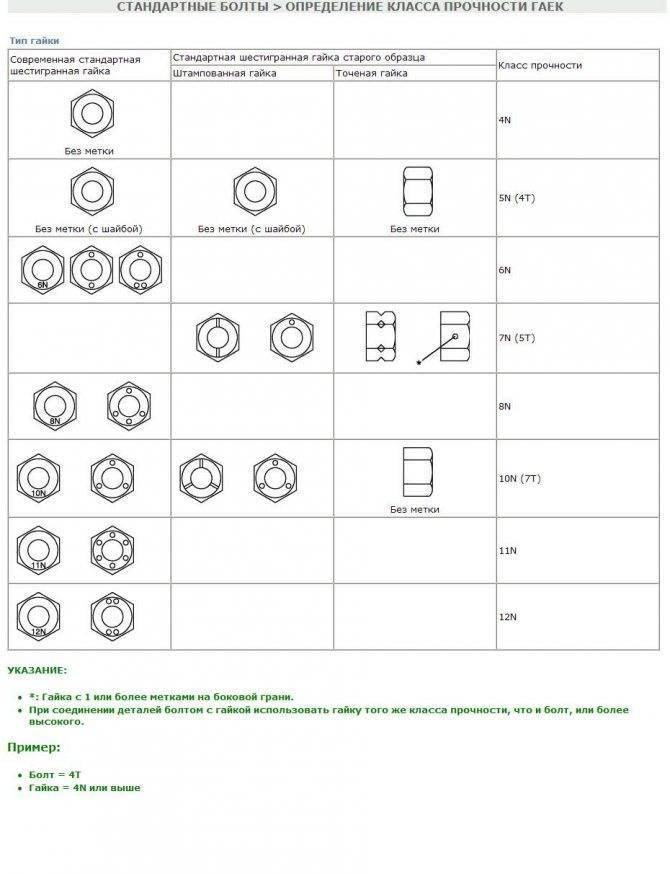
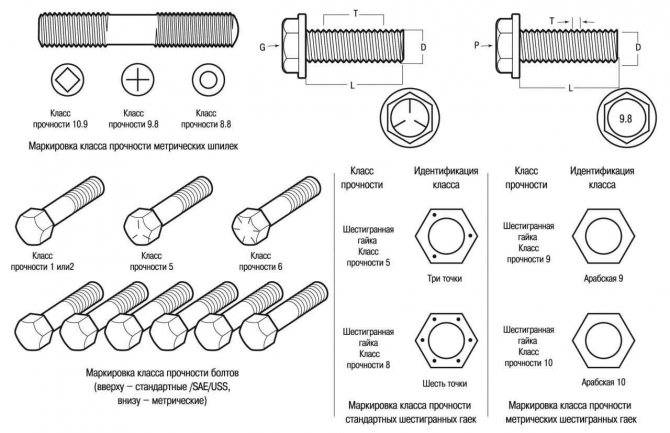
Маркировка на головке болтов и гаек
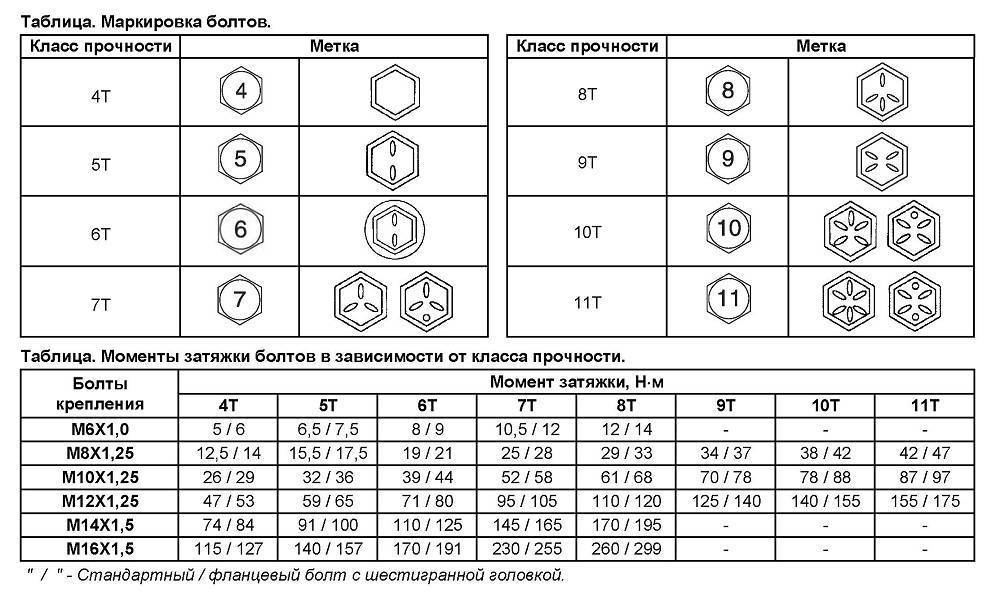
Как метрические, так и дюймовые болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у дюймового — в дюймах (тоже самое применимо и для определения гаек). Соответственно, стандартный дюймовый ключ не подойдет для использования с метрическим крепежом, и наоборот также. Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ). Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
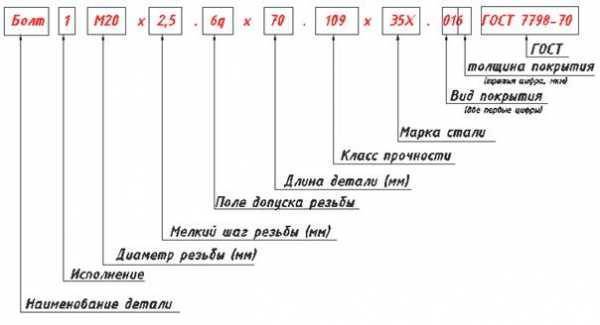
Как расшифровывается маркировка?
Первая цифра (перед точкой). Характеризует предельную прочность крепежа на растяжение. Показывает 0,01 от ее значения, выраженного в МПа.
Пример. Для болта 4.6 предел прочности составляет 4 : 0,01 = 400 МПа.
Вторая цифра (после точки). Показывает десятую долю отношения величин характеристик – предел текучести к пределу прочности стали.
В данном случае (4.6) – 400 х 0,6 = 240 МПа. Эта характеристика показывает предельную нагрузку. Превышение ее значения приводит к невосстанавливаемой деформации болта, по сути, его изгибу (излому).
Рекомендация – при выборе крепежной детали необходимо учитывать ее запас прочности. В зависимости от места установки превышение значения должно быть не менее чем в 2, а то и 3 раза.
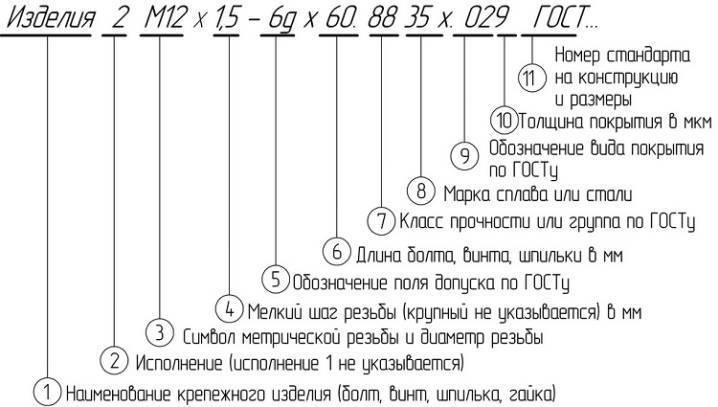
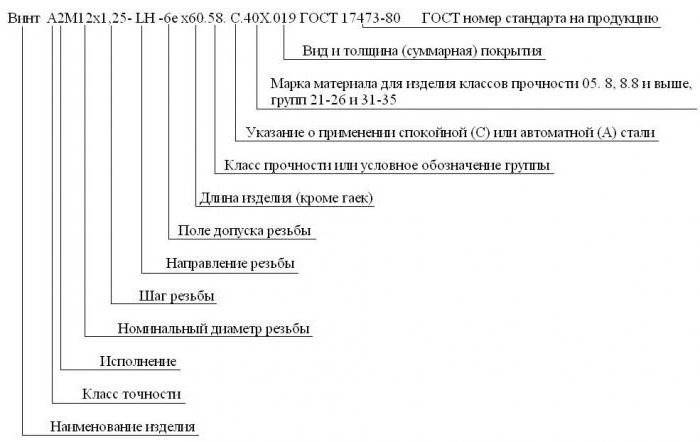
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен
На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте
Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Классы высокопрочных болтов
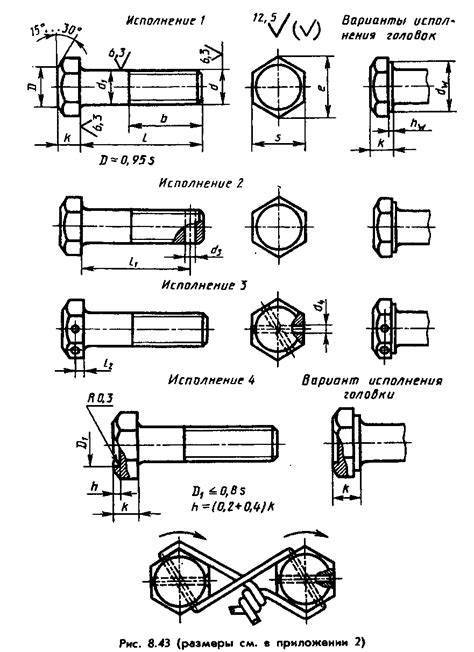
Болтовые изделия высокой прочности имеют широкую область применения: станки, оборудование, сельхозтехника, машиностроение, строительство мостов, зданий, судостроение, промышленность, производство. Монтаж с использованием высокопрочных болтов обеспечивает прекрасный эффект, подвергающихся вибрационным и динамическим нагрузкам, атмосферным воздействиям, химическим веществам. К высокопрочным болтам относятся отдельный вид изделий из металлического сплава в виде стержня, на котором нанесена наружная резьба и головка шестигранником, закручиваемые под гаечный ключ. Эти высокопрочные изделия должны соответствовать требованиям ГОСТ 7817-70.


Высокопрочный болт
Для распределения нагрузки при использовании болтов применяются шайбы. Болты из высокопрочной стали устойчивы к контакту с химическими веществами, сильным ветрам, осадкам, климатическим изменениям и обеспечивают надежный монтаж сооружениям, подвернутые к механическим нагрузкам и вибрациям. Таким образом, объясняется использование изделий в строительстве станков, мостов, судов. С целью получения необходимых характеристик крепёжных изделий высокой прочности установлены требования по физико-механическим показателей ГОСТ. Их изготавливают из стали 10, стали 20, 20Г2Р, 10КП, 20КП и закаливают в специальных печах при высокой температуры.
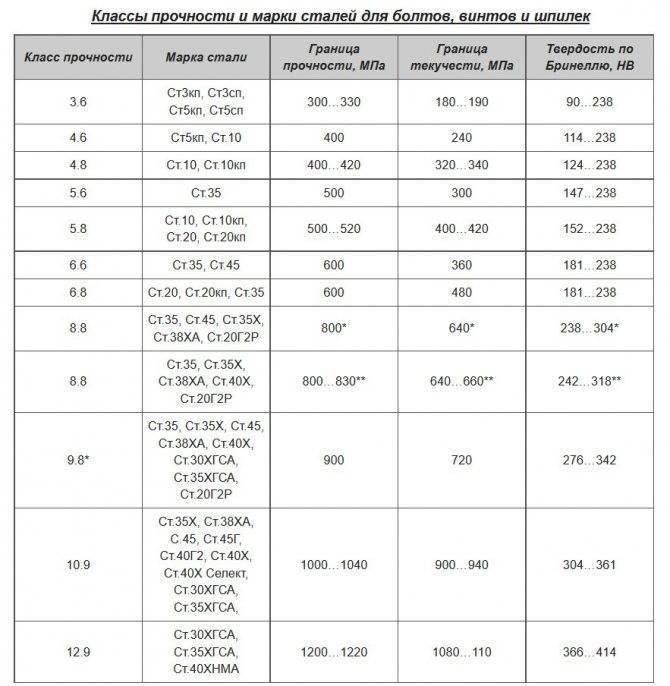
Следует отметить, при изготовлении крепёжных изделий с различной прочностью, используют разные способы обработки. Крепежным изделиям присваиваются разный уровень прочности. На болтах указывается класс прочности в виде двух цифр, Согласно нормативной технической документации высокопрочные и обычные болты делят на классы: 12.9; 10.9; 9.8; 8.8; 6.8; 6.6; 5.8; 5.6; 4.8; 4.6; 3.6.
Широкое применение при строительстве мостов и сложных конструкций применяют болты по ГОСТ с сопротивлением 800 МПа и выдерживают оптимальную нагрузку.
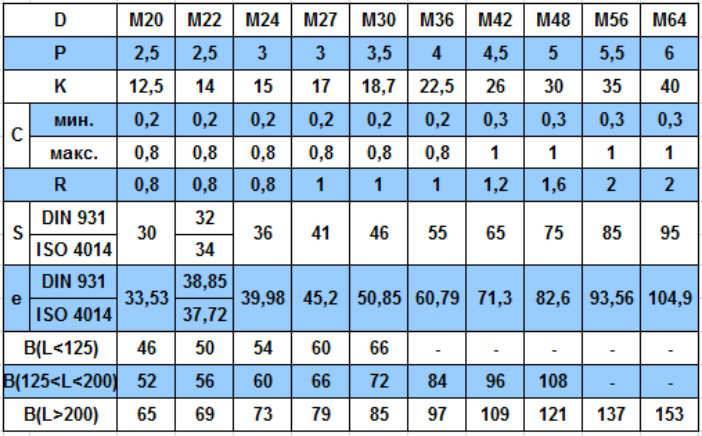
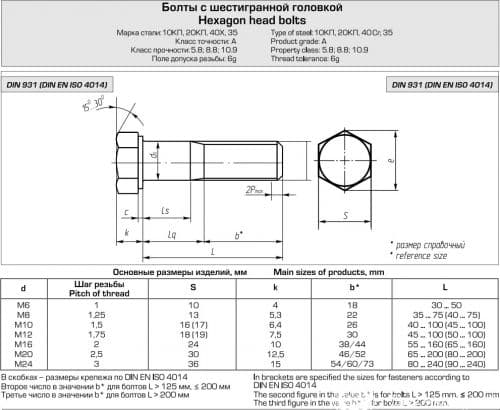
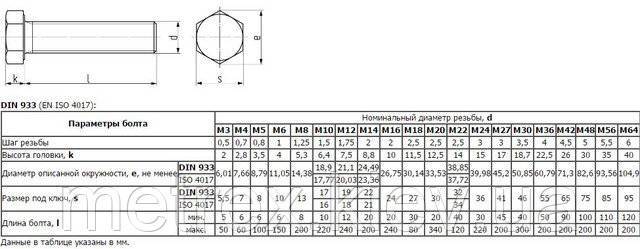
Марки стали для болтов, обладающими более подходящими эксплуатационными качествами выбираются с большой ответственностью. Основные параметры являются: способы обработки, класс точности, материал изготовления. Такие показатели как длина и диаметр крепежных изделий является основными показателями, которые в обязательном порядке учитываются. Больший диаметр крепежных изделий обеспечивает высокую прочность и надежность соединения. Различают диаметры: М6, М8, М10, М12, М14, М16, М20, М22, М24, М27, М30.
При механической нагрузки малый диаметр приводит к деформации резьбы. Назначение целей использования болтов необходимо осуществлять исходя из класса прочности крепежных изделий. Для соединения отдельных элементов сложных конструкций и обеспечивает их надежность или использование при высоких механических нагрузках.
Прочность болтов зависит не только от их материала и технология изготовления. Болты высокой прочности изготавливают из низкоуглеродистой стали с использованием метода высадки отливок холодным или горячим способами. Затем, специальными станками наносится резьба. Изделия проходят закалку в термических печах, что обеспечивает их длительную эксплуатацию и прочность. Для того, чтобы защитить от коррозии их покрывают специальным покрытием. На высокопрочных болтах наносится маркировка. В классификации высокопрочных болтов имеются специализированные изделия, используемые в производстве. Такие болты обозначаются буквы: У, ХЛ. Данные крепежные изделия применимы даже в быту. С их помощью возможен идеальный крепеж металлоконструкций на бетоне, крепления колес автомобиля.
Все характеристики основных видов болтов и обозначения прописываются в нормативной технической документации.
31.07.2019
Как выглядит болт и чем отличается от винта
Как упоминалось выше, чтобы четко разграничивать, чем отличается болт от винта, определение каждого из них должно производиться по методу крепления. Так, в качестве фиксирующего элемента у болта используется гайка, а винт непосредственно закручивается вглубь скрепляемых деталей и имеет встречную резьбу во второй из них. Гайки должны иметь такой же размер резьбового отверстия, что и болты, иначе они не подойдут.

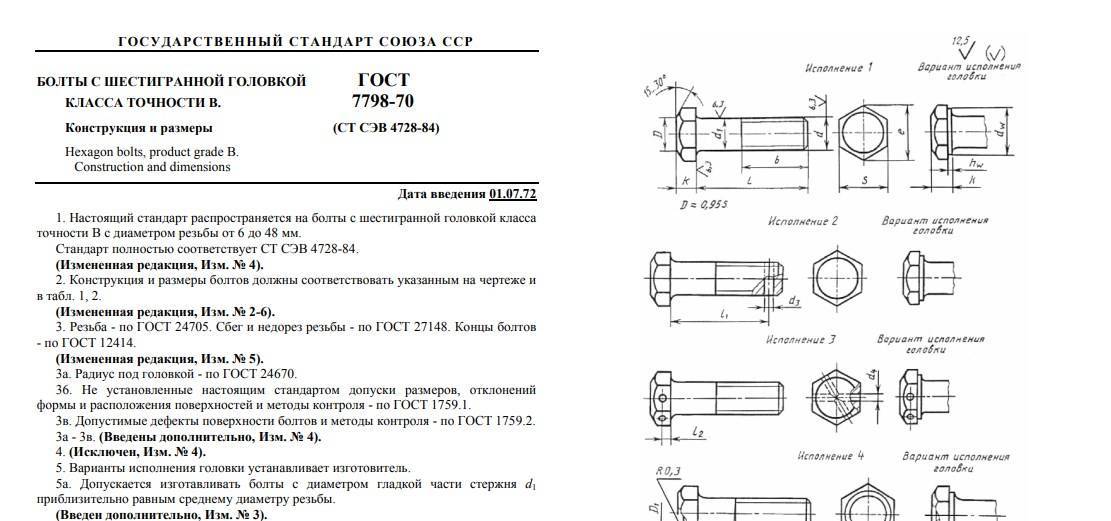
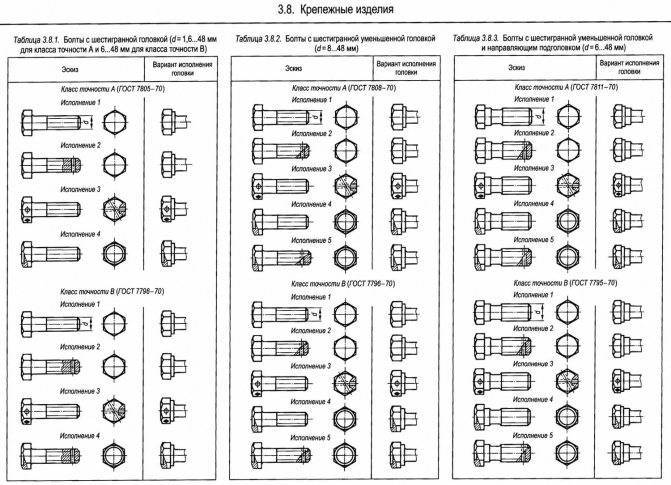
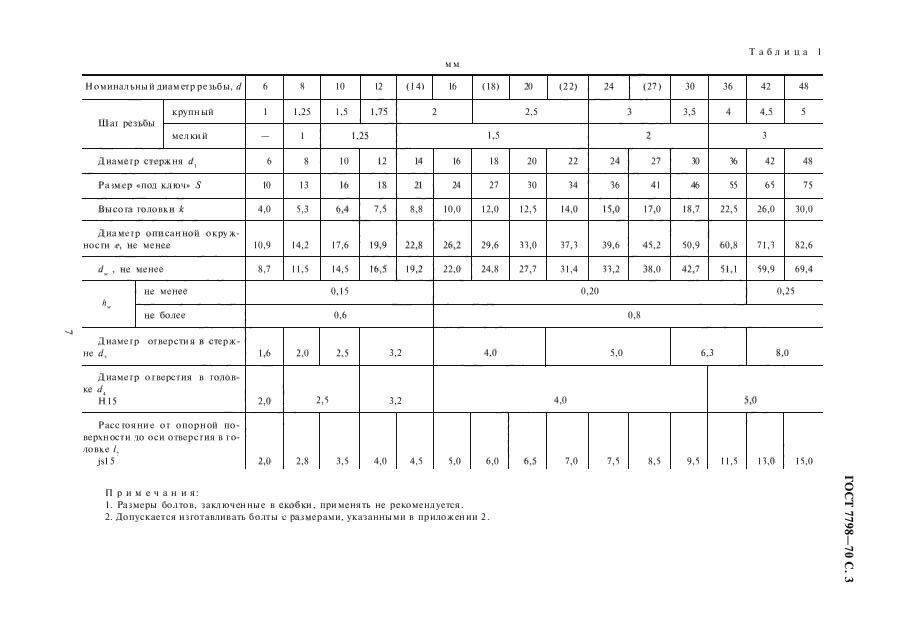
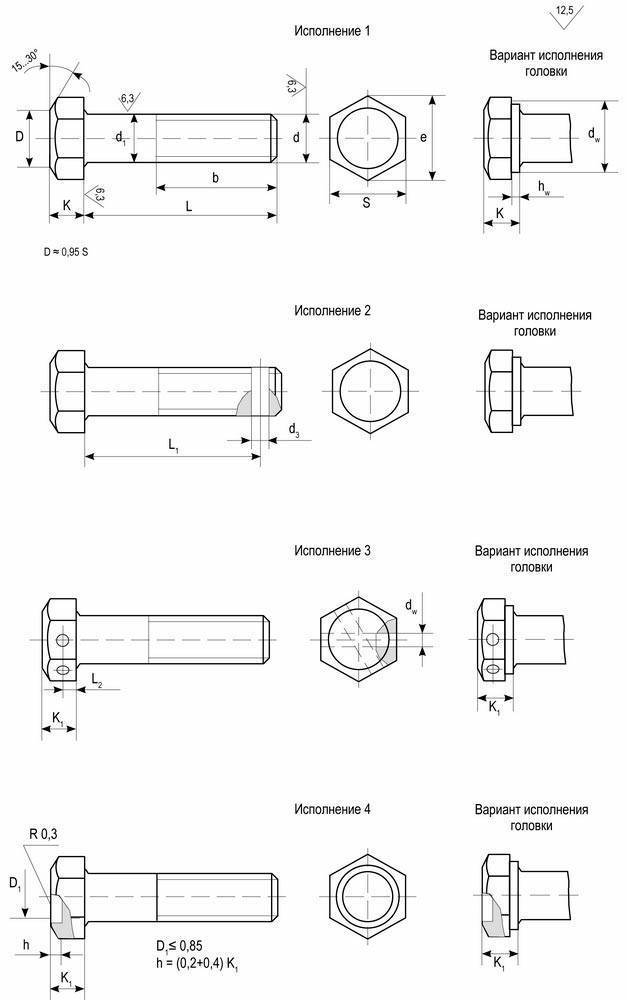
Всегда можно уточнить, какая конструкция бывает у болтов с шестигранной головкой, и определить, чем отличается винт от болта, по ГОСТу 7805-70. Именно этот документ регулирует производство названных деталей и их качественные и количественные характеристики.
Чаще всего изготавливаются универсальные болты с полной резьбой, но бывают и варианты с неполной — для скрепления плоских деталей большой толщины. По принципу крепления также можно понять, чем отличается болт от винта. Ведь при использовании болта, всегда его второй конец выходит из скрепляемой детали и фиксируется гайкой, тогда как у винта он прячется внутри детали. При рассмотрении конструктивных особенностей уже упоминалось, чем отличается болт от винта, и именно по этому различию болты предназначены для соединения двух плоских деталей, а винты — для плоской детали с изделиями любой толщины.
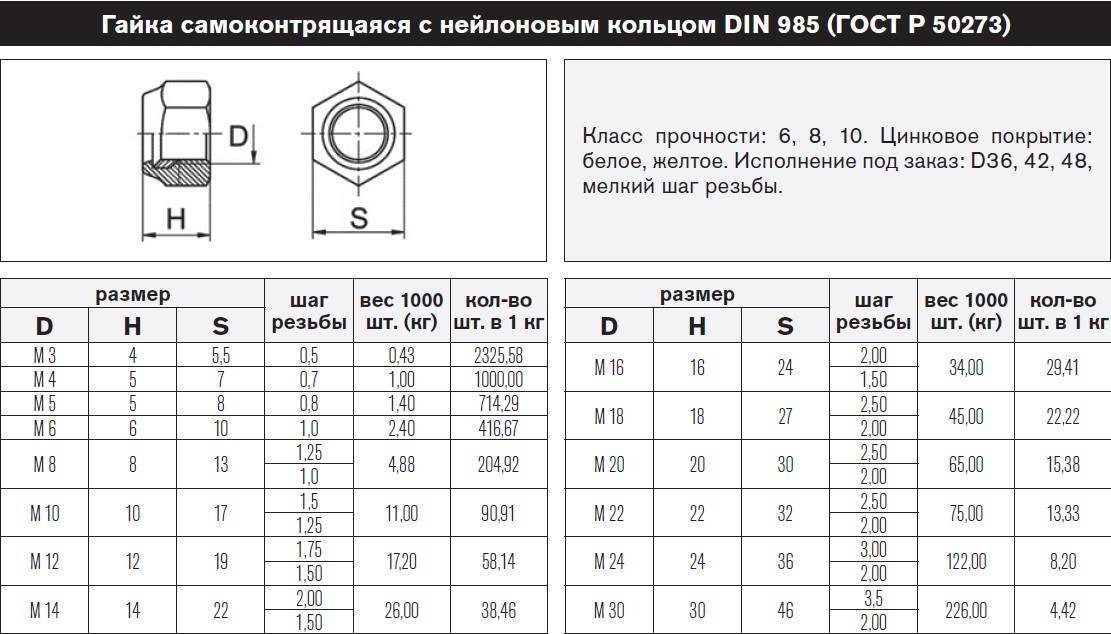
Болты к тому же при скреплении с гайкой под воздействием вибраций или при соединении деревянных деталей имеют свойство саморазвинчиваться. Чтобы предотвратить это, надевают на болт контргайку (вторую вслед за первой) или используют самоконтрящиеся гайки.
Чтобы не повредить болтом мягкий материал, такой как дерево или пластмасса, и чтобы крепеж под воздействием нагрузок не продавил мягкий материал, под головку болта кладут шайбу. Для более надежных соединений используют две шайбы, помещая вторую под гайку.

Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Related Posts via Categories
- Класс прочности болтов – насколько хорошо метизы противостоят разрушению?
- Анкерный болт с гайкой – испытанный вариант крепежа
- Дюбель-гвоздь – какие крепежные изделия самые качественные?
- Анкерные болты – особый вид крепежа для сложных конструкций
- Как заклепать заклепку – автоматические и ручные методы для разных материалов
- Изготовление болтов – понятный технологический процесс
- Игольчатый пружинный шплинт – ушастый крепеж для сферы машиностроения
- Высокопрочные болты – полная информация о крепежных изделиях
- Размеры вытяжных заклепок – над чем следует подумать при расчете?
- Шайба пружинная – соединения никогда не раскрутятся самопроизвольно!
Типы и виды анкеров и способы их крепления
Анкерное крепление по бетонным конструкциям бывают очень разнообразными, применять единственную или множество влияющих сил – опора, молекулярное звено в стадии слипания, трение, излома, стягивания и т.д.
По предназначению виды анкерных болтов для бетон конструкций изготавливаются: рамковыми, потолочными, опорными и многофункциональными. По конфигурации – кривыми и прямыми, с монтажной или целостной системой. Вид анкера бывает волнистой или приглаженной.


По методу сборки болт фундаментный бывает сквозного скрепления, вклинивания, вколачивания, ввертывания и т.п.

Значительный смысл содержит вещество, из которого произведен продукт. В случае стали, уровень крепости 6.8 и больше, обработанная средством против коррозии, тогда выдерживает она намного дольше. Латунь же не вынесет суровых отвесных напряжений.
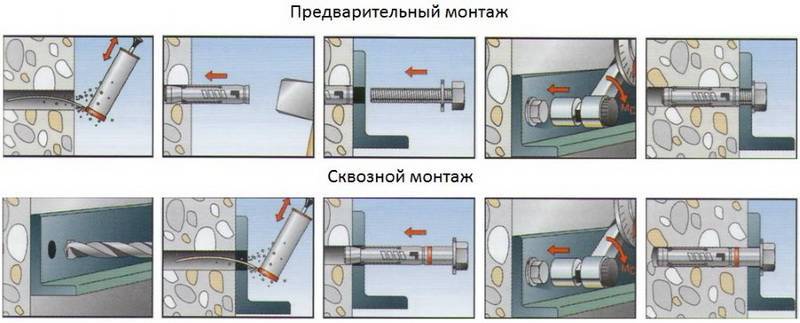
Распорные
Распорный анкер строительного бетона довольно часто употребляются с гайками, в данном способе работает Fтр. Они похожи на не очень большой стержень с нарезкой, колпачком в форме втулки и конуса.

Если крепежный элемент ввертывается в фундамент, он расходится и крепко удерживает элемент в бетонной глыбе.

Распорочные анкера, установленные в стены, в следующий раз применяться не смогут.

Распорочные анкеры так же являются гильзовыми и втулочными. Применяются для плотных оснований бетон-конструкций. Маленькая зона соприкосновения порой при малом калибре модели предоставляет вариант удерживать весомые перегрузки.

Анкерный болт с гайкой бывает электроцинкованным, горячецинкованным, и имеет кислотоупорное свойство. К этому причисляют винтообразные анкеры, выполненные из нержавеющей стали.

Забивные
Забивные анкеры подбирают для крепких бетонов.

Болт фундаментный монтируется с применением этого вида штырей – при сборке коробов, верхних воздухозаборников, размещении технического оснащения.

Предварительно перед забиванием скобы в каменную стену, буравят подходящую пробоину. Позже заколачивают металлоизделие, ободом разводят это, вворачивают стержень с резьбой требуемой протяженности. Подобный фундаментный болт, касаются стержень-нагель, верхний (на потолке) анкер.

Практично укреплять на них подвесы, опоры, потолки Армстронг. Обычно крепежный элемент используют в роли охраннопожарного либо против вандализма, так как штырь постоянный и снят его нельзя.





Рамные
Применяются для разъединения проемов, где ставиться оконные и дверные коробки. Пиноль сделана с разрезом по длине, незначительная рассоединяющая муфта в ходе стягивания эффективно подпирает проем системы, пройдя до подходящего места.

С целью защищенности от смещений и привертывания рядом своей точки наверху пиноли присутствует акценты.

Саморезы по бетону
Тут прочность установки происходит резьбой, сделанной по цельной протяжности штыря. В стадии ввертывания в бетонированную опору формируется массивное противодействие на отрыв или смещение механизма. При применении такого образца крепежного элемента бывает довольно большая несущая возможность (до 100 кг).

Разжимные
Может использоваться для закрепления карнизов, стеллажей, источников света, полотен и прочих предметов в полые сооружения с малой несущей возможностью. Зажим на винте или штыре исполнен в качестве расходящейся юбочки, она в ходе ввинчивания штыря в фундамент вонзается во внутрь основы.

По наружной части зажима в арболит погружаются особые иглы, не позволяющие штырю сдвигаться или провертываться во время сборки.

Химический анкер
Данный анкерный болт по бетону представляет собой полужидкую часть, легко затвердевает. Как раз данной частью штифт вклинивается в глыбу бетона. Ввиду данного состава, получается гарантировать прочное сцепление основы и штыря с однородным порядком нагружаемости по полной протяженности крепежного материала.

Хим. анкера для строительного монолита не побуждают скрытой нагрузки, значительно понижая опасность развала и деструкций.

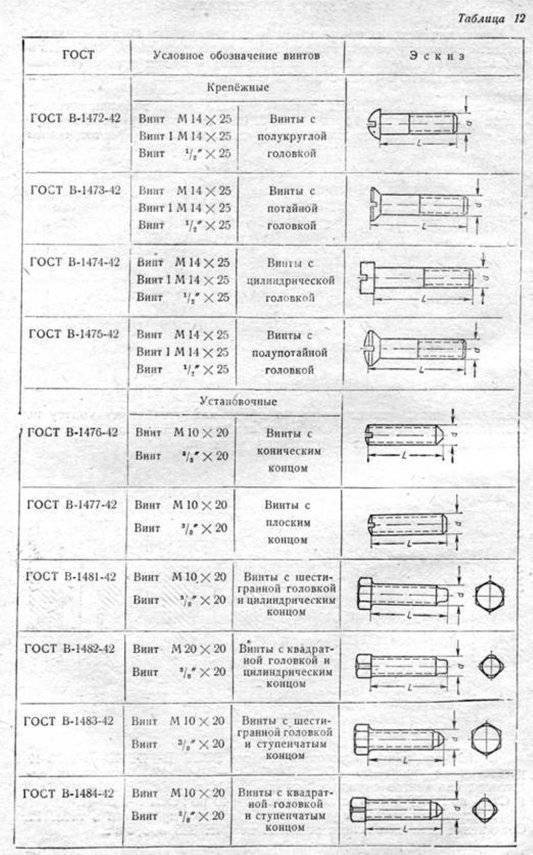
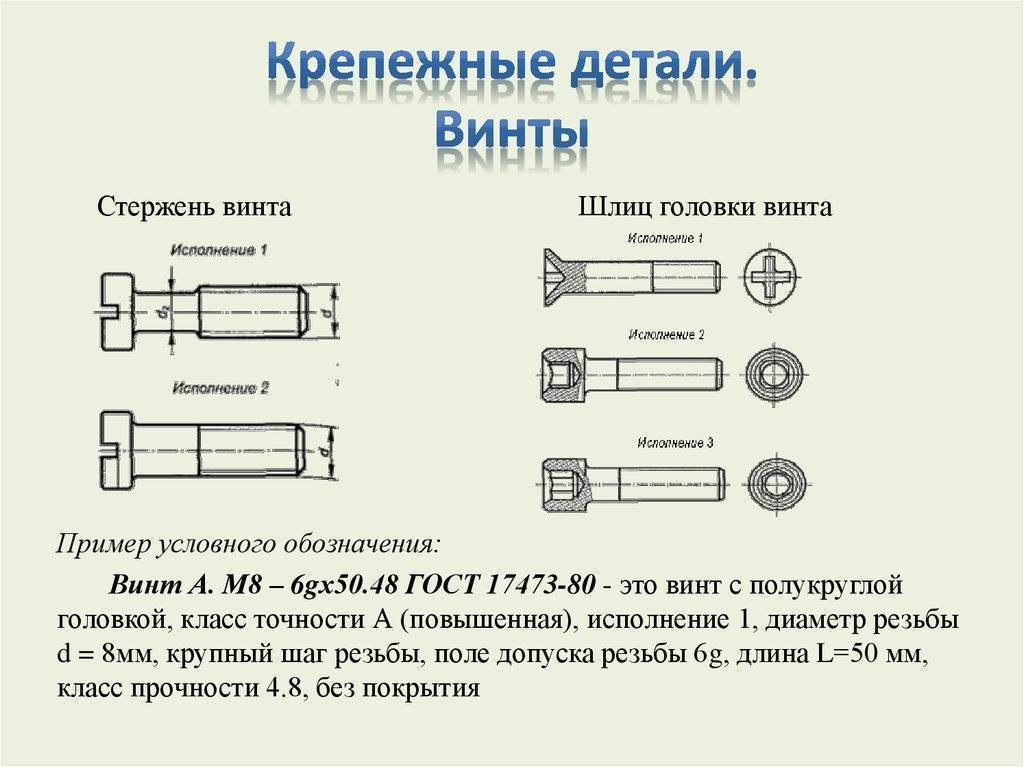
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
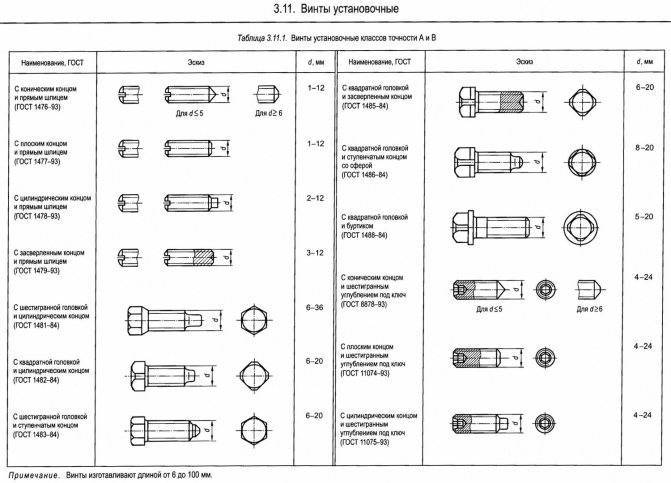
Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:

Привод крутящего момента осуществляется следующими элементами:

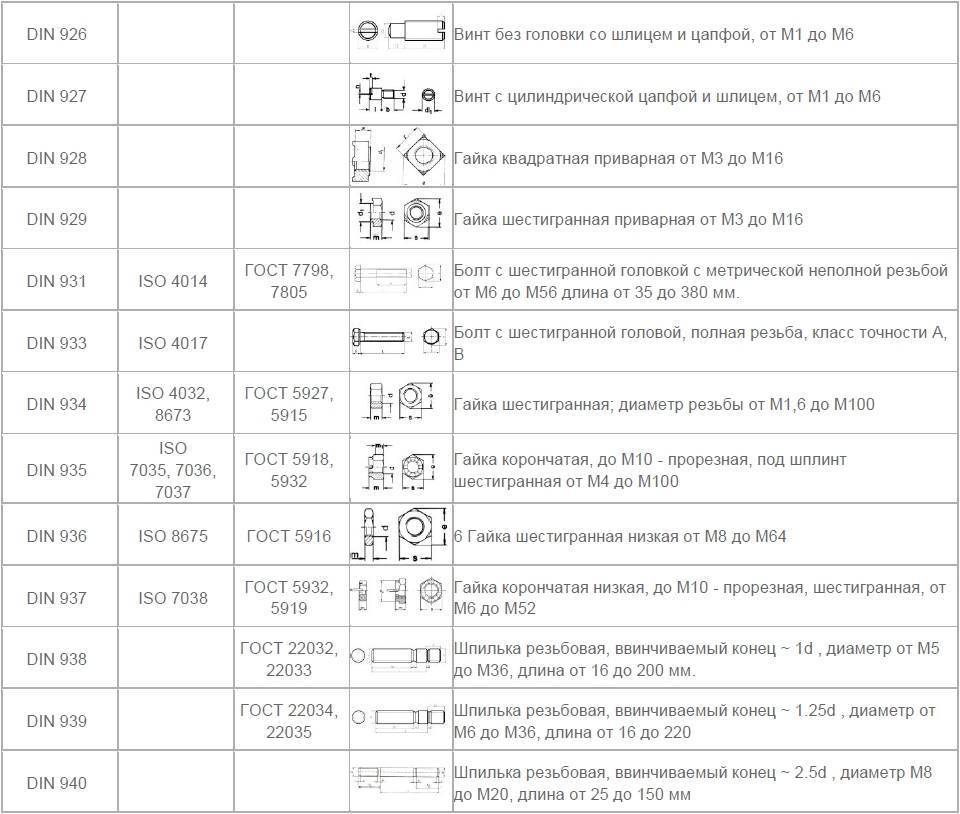
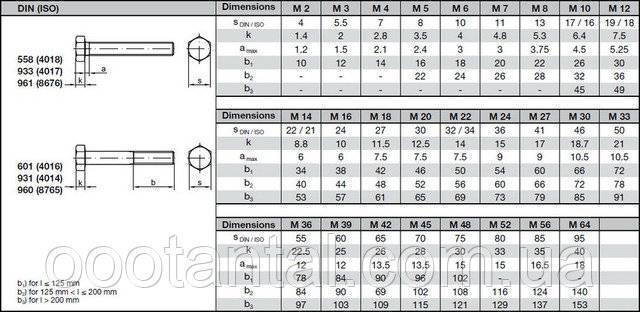
В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.

Болт представляет собой крепёжную резьбовую деталь, имеющую вид цилиндрического стержня. Некоторая часть болта имеет наружную резьбу, предназначенную для накручивания одной или более гаек. С одной из сторон этот стержень снабжён головкой, обычно имеющей шестигранную форму, подходящую под гаечный ключ. Как правило, применяют болты при сборке разборных конструкций. Преимуществом такого вида соединения является то, что его легко можно заменить в том случае, если болты по какой-либо причине вышли из строя, либо возникла такая необходимость.


Особенности производства болтов высокой прочности
Класс определяют не только по марке стали, но и по методу, примененного для их производства. Так, болты высокого класса изготавливают на высадочных автоматах (холодных или горячих). Резьбу накатывают с применением специальной технологической оснастки. Затем их отправляют на термообработку. После нанесения покрытия, защищающие болты от коррозии и старения, они готовы к отправке потребителям.
Крепеж отправляют потребителю в ящиках определенного веса. В некоторых случаях на их поверхность наносят слой масла, который обеспечивает длительное хранение метизных изделий.
Оборудование, применяемое для производства болтов высокого класса, может выпускать от 100 до 200 изделий, в минуту. Для изготовления применяют проволочный прокат, полученный из низкоуглеродистой или легированной стали.
Стали для изготовления болтов
Для производства применяют несколько марок стали. Распространенными считают – 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали.
Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности.
Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности:
- 6 — болты выполняют на станках токарно-фрезерной группы;
- 6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;
- 8 — этот класс получат после прохождения термообработки.
Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах.
Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия.
Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006.
Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC.
Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Типы проводимых испытаний
Для подтверждения качества продукции заводы производители проводят ряд испытаний. Перечень и методики испытаний определены в ГОСТ Р 52627-2006. Испытания могут быть осуществлены в заводской или любой другой лаборатории, прошедшей соответствующую аттестацию в центре Росстандарта. Ниже приведен краткий перечень тестов:
- растяжение;
- кручение;
- твердость;
По результатам, проводимых испытаний будут определены свойства продукции, в частности – предел прочности, предел текучести и ряд других.
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ
1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
Таблица 1. Механические характеристики коррозионно-стойких (нержавеющих), жаропрочных, жаростойких и теплоустойчивых сталей (при нормальной температуре) для производства винтов, болтов, изготовления шпилек и гаек.
| Марка стали крепежа | предел прочности σ в, МПа | предел текучести σ т, МПа | относительное удлинение δ 5 , % | ударная вязкость, a H , Дж/см 2 | |
| Болты | Гайки | не менее | |||
| 12Х18Н10Т | 12Х18Н9Т, 10Х17Н13М2Т | 520 | 200 | 40 | 40 |
| 20Х13 | — | 700 | 550 | 15 | 60 |
| 14Х17Н2 | 20Х13, 14Х17Н2 | 650 | 12 | 60 | |
| 10Х11Н23Т3МР 13Х11Н2В2МФ | — Х12Н22Т3МР | 900 | 550 | 8 | 30 |
| 25Х1МФ | 25Х2М1Ф 20Х1М1Ф1ТР | 750 | 10 | 30 |
Применение бессемеровских сталей для изготовления крепежных деталей
запрещено, так как такой стальной крепёж обладает повышенной хрупкостью вследствие высокого содержания фосфора и азота, поглощаемых из воздуха при продувке.
При жёстких требованиях к коррозионной стойкости, прочности, габаритам и массе соединения применяют крепёжные изделия из титановых и бериллиевых сплавов, высокопрочных и жаропрочных сталей и сплавов.
Шлицевые соединения
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
- по форме выступов: прямобочные, эвольвентные, треугольные.
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.


Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник