В чем трудности производства самодельного пенобетона

Кладка, выполненная из низкокачественного пенобетона
Тот, кто собрался делать самодельный пенобетон, и хотя бы раз своими руками удачно замешивал обычный раствор, знает, что это довольно легко: просто смешиваешь компоненты в определенной последовательности и пропорциях, получая в итоге хороший искусственный камень.
Отсюда естественное желание сделать пенобетонные блоки своими руками — видео мастеров, которые занимаются этим годами, и выкладывают свои работы в сеть, просто окрыляют и вселяют надежду. А почему бы и нет, у меня тоже получится!
Но, не все так просто, как может показаться на первый взгляд. Существует масса причин, по которым не стоит даже пытаться узнать, как сделать пенобетон своими руками, а не то чтобы, открывать мини-заводик у себя в сарайчике. И именно эти причины терзают не только новичков, но и опытных технологов на современных пенобетонных заводах, приводя к браку продукции.

Пеноблоки заводского производства
Время и труд – все перетрут! Замечательная народная пословица, которую так любят повторять наши бабушки. И она же прекрасно подходит к нашей ситуации.
Вы хотя бы раз задумывались, сколько времени уходит на становление нового завода по производству бетона, оснащённого хорошими материалами, современным оборудованием и целым штатом мастеров, технологов, лаборантов, которые разбираются в этой области?
В среднем до года. В случае с домашним производством, особенно с пенобетоном, хорошего результата можно и не достичь вовсе.
Из чужого кошелька легко платить. А теперь представьте, сколько брака и первосортного строительного материала делается в период становления качественной технологии изготовления пенобетона. Но брак есть брак: материалы, потраченные для его изготовления, были куплены за свои кровные денежки, а теперь — это просто мусор.
Очень дорогой мусор, который и послужить-то не успел. И куда девать этот брак? Складировать на своем участке, или же платить за вывоз строительного мусора. Опять, платить…
Каково волокно, таково и полотно. А теперь, о наболевшем – о качестве. Тот, кто хочет делать раствор для пенобетона выгоды ради, навряд ли будет покупать только хорошее, а значит, более дорогое сырье. Отсюда и будут тянуться все проблемы.
Еще одна трудность – ограниченное место для выдержки изделий. Да, готовые блоки необходимо выдерживать после распалубки примерно две недели в сухом помещении без сквозняков при минимальной температуре +10 град.
В летнее время можно готовить и выстаивать блоки прямо на улице, но только с полной защитой от осадков. Хотя и влажность от них плохо влияет на качество незрелых изделий.
Две недели – оптимальный срок для качественных пеноблоков, чтобы они набрали достаточно прочности для строительства, и успели немного сесть. Ведь усадка в кладке – первая проблема готовых домов из пенобетона.
Сквозняки и низкая температура способствуют образованию никому ненужных внутренних напряжений в готовых изделиях. Плохо организованный пост выдержки блоков – еще одна глобальная проблема низкокачественного пенобетона.
«Не хочу делать блоки, хочу залить дом монолитным пенобетоном». В таком случае, хочешь-не хочешь, а делать блоки первое время придется, чтобы выработать хорошую технологию, для получения качественного пенобетона.
И вообще, для новичков такая идея сравнима с игрой в «русскую рулетку». Сделал хороший пенобетон – повезло, а сделал некачественный раствор – что, тогда: рушить стены, снимать пол? Блоки хотя бы можно выкинуть, или не использовать при строительстве.

Заливка товарным пенобетоном
Даже если будете тестировать готовые кубики в лаборатории, на это уйдет 28 суток. Месяц простоя на стройплощадке? Не многие могут себе этого позволить. К тому же, испытания на 3 и 7 сутки, которые делаются для тяжелых бетонов, не дают таких же точных результатов для пенобетона, так как его прочность растет немного по другой схеме. Приходится ждать именно 28 суток.
Так быть или не быть? Все еще думаете, что самому сделать пенобетон дешевле, чем купить? Откроем страшную тайну: как правило, рыночная цена пенобетонного изделия примерно на 70% состоит из стоимости сырья, коммунальных услуг и амортизации оборудования. Все остальное — в зарплату рабочим, аренду цеха и рентабельность.
Но, как показывает практика, пытливый мозг наших соотечественников не воспринимает преграды, и старается любым способом их преодолеть. Так и мы: попробуем изготовить блоки пенобетонные своими руками вопреки всему.
Пенобетонная установка своими руками. Конструктивные особенности
Установка для производства пенобетона легко изготавливается в домашних условиях. Предварительно необходимо выяснить принцип ее действия. Пеногенератор представлен в виде устройства, используемого при производстве пены, которая является основой для пенобетона. Агрегат представлен в виде 3 модулей, отвечающих за его функционирование:
- модули пенообразователя и транспортировки смеси (для получения пены);
- контрольный элемент (обеспечивающий автоматическое дозирование).
Схема производства пенобетона: 1 – емкость для раствора пенообразователя, 2 – площадка обслуживания, 3 – компрессор, 4 – пеногенератор, 5 – смеситель, 6 – рукав напорный, 7 – формы ярусные.
Бетонный раствор попадает в пеногенератор, где он смешивается с воздухом (под давлением), образуя пенобетон. У рассматриваемого аппарата производительность может достигать 500 л/мин. Бетоносмеситель является дополнительным инструментом к пеногенератору. Первый элемент можно заменить обычной лопаткой либо иным предметом, который используется для ручного смешивания смесей. Бетоносмеситель предназначен для смешивания составных компонентов раствора.
Последняя установка изготавливается своими руками с учетом всех нюансов производства пенобетона. Предварительно выбирают марку бетона, покупают качественный песок и специальную смесь для пены. Блоки можно изготавливать на этапе обустройства основания дома. Для этого используют пенобетон. Чтобы расход материалов был оптимальным, предварительно делают расчеты:
- Объем стен получают, перемножив их высоту, ширину и периметр.
- Периметр конструкции вычисляется путем суммирования длин каждой стороны.
Технология изготовления пенобетонных блоков своими руками
На одной установке можно изготавливать блоки разной плотности. В зависимости от того, в каких пропорциях взяты составляющие, можно получить ячеистый бетон плотностью от 200 до 1500 килограммов на квадратный метр.

Схема производственного процесса очень проста. В ней можно выделить три самостоятельных процесса:
- Приготовление песчано-цементной смеси. Пропорции зависят от предполагаемой плотности готового материала, которая определяется ГОСТами и техническими условиями. Для получения средней плотности обычно берут равные количества цемента и песка.
- Приготовление раствора- пенообразователя. Для блоков средней плотности достаточно 4-5 граммов концентрированного пенообразователя.
- Разливка полученной смеси по стандартным формам.
Подготовка смеси из песка и цемента
Для приготовления смеси берут портландцемент М-400, 500 и мелкий, без глинистых примесей кварцевый песок. Воду можно брать водопроводную: она чаще всего свободна от кислотных или щелочных примесей. Примерные пропорции для получения пенобетона, соответствующего ГОСТ21520-89 и 25485-89 указаны в таблице:
| Рекомендуемые пропорции смеси для получения 1 кубометра ячеистого бетона | ||||||
| Плотность, кг/м3 | 400 | 600 | 800 | 1000 | 1200 | 1400 |
| Пропорция цемента и воды | — | 0.41 | 0.44 | 0.46 | 0.5 | — |
| Количество воды | 400 | 600 | 800 | 1000 | 1200 | 1400 |
| Плотность, кг/м3 | 165 | 155 | 185 | 215-220 | 235 | 265 |
| Количество цемента | 361 | 361 | 481 | 581 | 651 | 690 |
| Количество песка | — | 155 | 205 | 281 | 381 | 600 |
| Количество концентрата | 1.2 | 1.0 | 0.95 | 0.9 | 0.85 | 0.7 |
Подготовка пенообразователя
Если в производстве используется готовый пенообразователь, то его достаточно смешать с водой, чтобы получить готовый рабочий состав. Пенообразователь некоторые делают сами. Цена его получается меньше, но трудовые затраты — больше.

Как сделать пенообразователь самостоятельно? Измельчить и смешать 150 г едкого натра, килограмм канифоли и 60 граммов столярного клея. Состав подогревается и перемешивается до однородной консистенции. Учитывая, что на изготовление такого пенообразователя уходит довольно много времени и сил, экономически целесообразно, считают многие предприниматели, покупать готовый пенообразователь.
Подготовка форм
Обычно формы входят в готовый набор оборудования, предназначенного для создания пеноблоков. Однако их можно самостоятельно изготовить из фанеры или листового железа
В этом случае важно точно соблюсти геометрическую форму форм: иначе готовые блоки не будут соответствовать требованиям. Для смазки можно использовать эмульсии, растворы или суспензии
Растворы можно готовить из веретенного масла или солидола, автола или петролатума, разведенных в керосине или масле (соляровом).
К суспензиям относятся готовые цементно-маслянные, известковые, меловые, графитовые и т.п. смазки.
Эмульсии могут быть двух видов
Первые можно изготовить:
- Из 10-15% гигрола 3 марки, 1% хозяйственного мыла и 85-89% воды.
- 10% кислого синтетического эмульсола, 0,6% соды и 89% воды.
Вторые изготавливают:
- Из эмульсола (20%).
- Солярки (5%-10%).
- Насыщенного раствора извести (70%-75%).
Производство блоков
В бункер-мешалку закладывают смесь из песка и бетона, хорошо перемешивают, медленно добавляют воду и подготовленный пенообразователь, а после образования устойчивой пены — отвердитель. Самым доступным отвердителем является хлористый кальций. Обычно его количество составляет 1%-2% от количества цемента. Через 2-3 минуты перемешивания состав готов. Он заливается (транспортируется) в предварительно обработанные смазкой и сушится 48-60 часов при температуре 50°-60°.






Обучающее видео по производству пеноблоков
На этом видео можете посмотреть процесс производства пеноблоков при помощи готового комплекта оборудования:
Чтобы предотвратить растрескивание поверхности, формы со смесью накрывают полиэтиленовой пленкой. Смесь можно заливать в большие емкости, а затем полувысушенный состав разрезать. Готовые блоки складывают в поддоны и отправляют к месту строительства.
- Полиуретановая форма для производства искусственного камня
- Стандартный размер пеноблока
- Чем отличается пеноблок от газоблока
- Как приготовить бетон в домашних условиях
- Стоимость кладки пеноблока за куб
Как изготавливают пеноблоки: подробная технология
Сама по себе технология производства пеноблоков довольно проста и состоит из 4-х основных этапов:
На каждом из этапов могут применяться разные технологии. Поэтому, чтобы детально проанализировать весь процесс производства, рассмотрим каждый из них.
Этап №1. Приготовление смеси
Для того, чтобы изготовить пеноблок, потребуются такие составляющие:
- цемент,
- вода,
- песок,
- пенообразователь.
Если песок, вода и цемент – сырье, характеристики которого стандартны, то пенообразователь бывает разным. И его качество непременно повлияет на качество конечной продукции.
Раствор можно приготовить, используя один из 2-х методов:
Баротехнология.
Баротехнология подразумевает простое и быстрое приготовление раствора для дальнейшего производства.
Для данной технологии используется самое простое оборудование – бароустановка, куда помещаются все составляющие смеси, а после перемешиваются. Аппарат представляет собой закрытую емкость, где соединение ингредиентов осуществляется под давлением.
Данный способ, как видим, очень простой. К тому же он не слишком затратный, так как для него необходим минимум оборудования.
Но такая несложная технология часто приводит к снижению качества стройматериалов. Дело в том, что в процессе используется большое количество воды, а также пластификаторы, которые делают изделия пористыми и неэкологичными. Все это снижает качество товара, и, как результат, может привести к потерям в бизнесе.
Поэтому в деятельности крупных предприятий используют чаще всего второй способ.
Технология производства, основанная на применении пеногенератора.
Пеногенератор – это вид оборудования, который используется для приготовления пены в четкой дозировке. Благодаря этому пеноблоки изготавливаются по правильной технологии с точным соблюдением пропорций всех компонентов.
Раствор в таком случае готовится так: сначала смешиваются сухие ингредиенты, потом добавляется вода, а после подается техническая пена. Приготовление раствора в такой последовательности очень положительно влияет на качество пеноблоков: они становятся менее пористыми и более устойчивыми к нагрузкам и воздействию среды.
Но такой способ имеет и один минус – он более дорогостоящий, поэтому подойдет только тем предпринимателям, которые намерены открыть производство покрупнее.
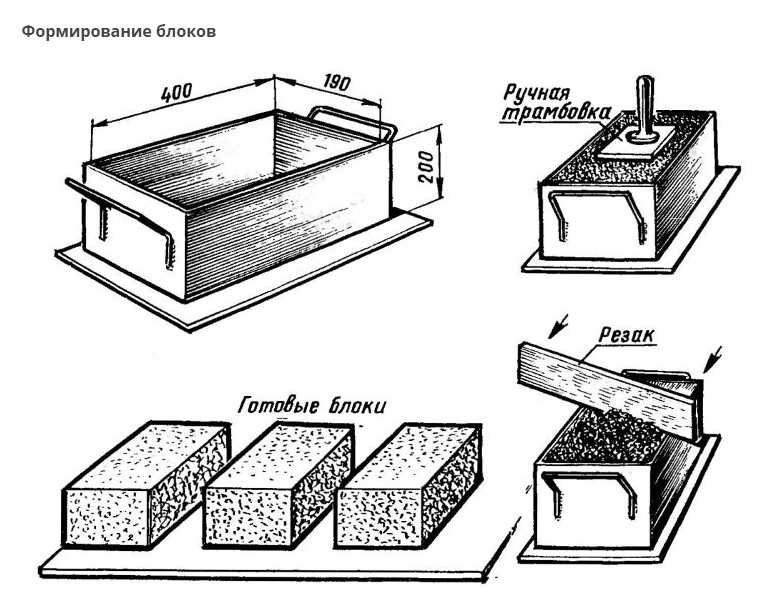
Этап №2. Формирование пеноблоков
Выделяют две основные технологии формирования пеноблоков:
Литьевая.
При использовании литьевой технологии приготовленный раствор разливают в специальные формы, где он увеличивается в объемах и застывает в течение 10 часов. Такой способ формирования будущих изделий достаточно простой, но он требует дополнительных расходов на приобретение металлических кассет, так как для каждого вида и размера пеноблока необходима своя форма.
Также к минусам данной технологии относят снижение качества строительных материалов за счет того, что при вытаскивании из форм нередко страдает их внешний вид.
Резательная.
Резательная технология в отличие от литьевой предполагает помещение раствора в большую форму, где осуществляется распалубка, а после – резка пенобетона на отдельные пеноблоки.
Такой метод позволяет формировать пеноблоки разного размера и форм, но требует дополнительного оборудования – резательной установки.
Этап №3. Сушка изделий
После того, как раствор был залит в маленькие или большие формы, его необходимо просушить.
Сделать это можно двумя путями:
- Оставив его в форме до полного застывания: для литьевой технологии – на 10 часов, при резательной – на 4-12 часов.
- Поместив изделия в пропарочную камеру для застывания в течение нескольких часов – подходит только для литьевой технологии.
Этап №4. Упаковка готовых изделий
Наглядно понять, как выглядит каждая из технологий, можно на приведенной ниже схеме:
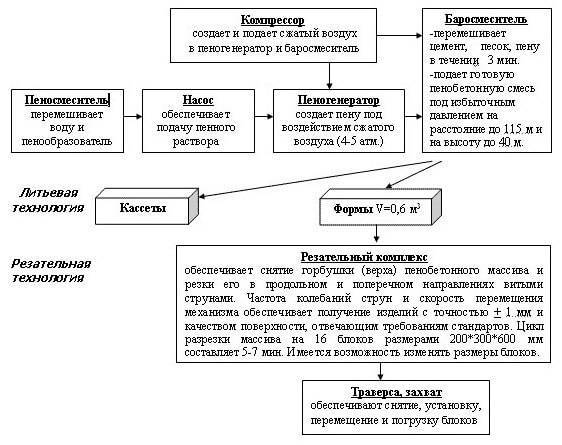
Стоит отметить, что каждая из технологий может быть использована на производстве. Решение, какую из них выбрать, зависит от того, какого качества продукцию вы хотите производить, и каких масштабов предприятие планируете.
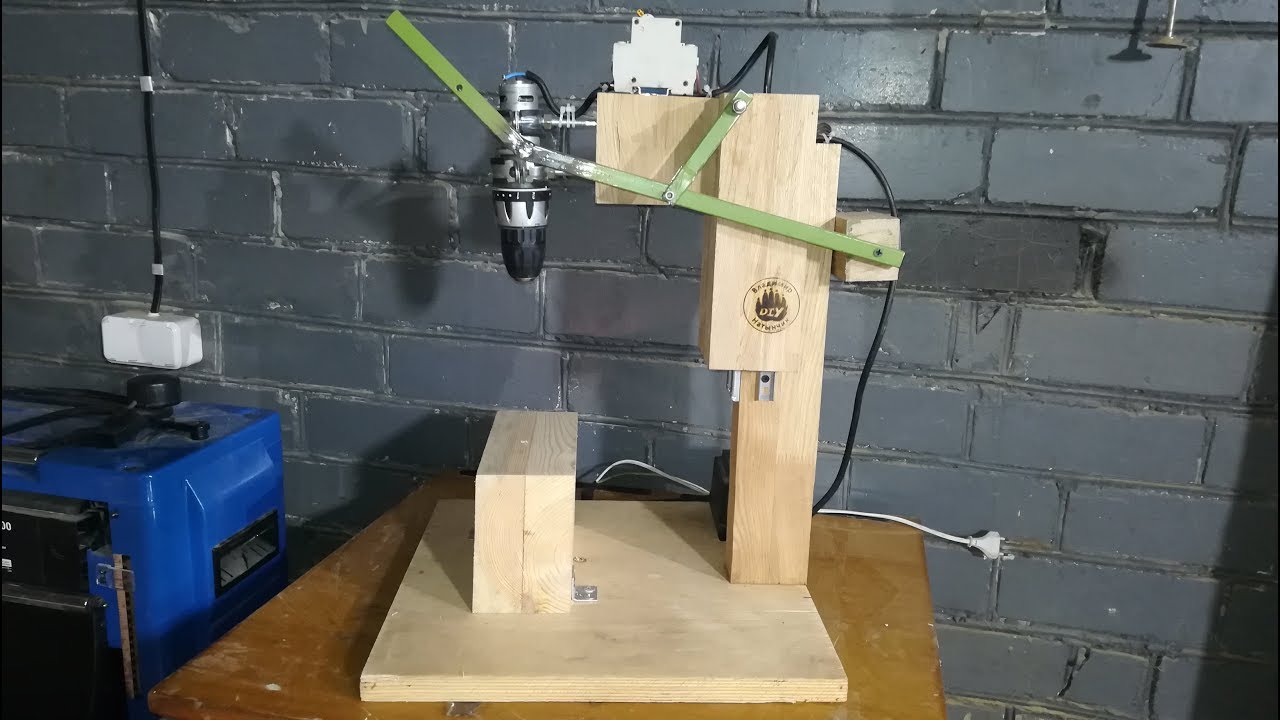
Ручная модель для работы с газобетоном
Ну и последнее, о чем хотелось бы рассказать по поводу данной темы – использование специального штробореза для газобетона и пеноблоков, который немного похож на ручную пилу по дереву.
Данный инструмент позволяет без проблем сделать канавки под укладку кабеля в относительно новом строительном блоке.Если Ваш дом выстроен из газобетона и Вы решили провести электропроводку в доме, рекомендуем не тратить свое время на изготовление самодельного инструмента, а просто купить уже готовое изделие от производителя. Стоимость ручной модели не превышает 500 рублей, что немного, если учитывать объем работ по всему жилому помещению. Если все же желаете сделать ручной штроборез для газобетона, рекомендуем ознакомиться с видео инструкцией по сборке:
Изготовления ручного инструмента
Вот мы и рассказали, как сделать штроборез своими руками из болгарки и подручных средств. Надеемся, что информация была для Вас полезной и интересной. Обязательно просмотрите видео примеры, чтобы узнать обо всех тонкостях изготовления самоделки в домашних условиях!
Похожие материалы:
Интересная идея для изготовленияРассматриваем еще одно самодельное устройствоИзготовления ручного инструмента
https://youtube.com/watch?v=5-gHNW-4KKArel%3D0%26amp%3Bcontrols%3D0%26amp%3Bshowinfo%3D0
- stroitelstvo21.ru
- ostroymaterialah.ru
- samelectrik.ru
Создание форм для пеноблоков в домашних условиях
Формы для создания блочного материала могут быть сделаны из любого подручного материала
Никаких требований к нему не выдвигается, самое важное, материал должен быть устойчивым к деформации, которая может возникнуть в момент разлива смеси.. Производство форм происходит в несколько этапов:
Производство форм происходит в несколько этапов:
- Проведение расчетов;
- Непосредственное изготовление.
Стандартные строительные блоки могут быть любого размера, но при их производстве важно соотношение ширины, высота и глубины – 4-2-1. Данная пропорция считается наиболее оптимальной.
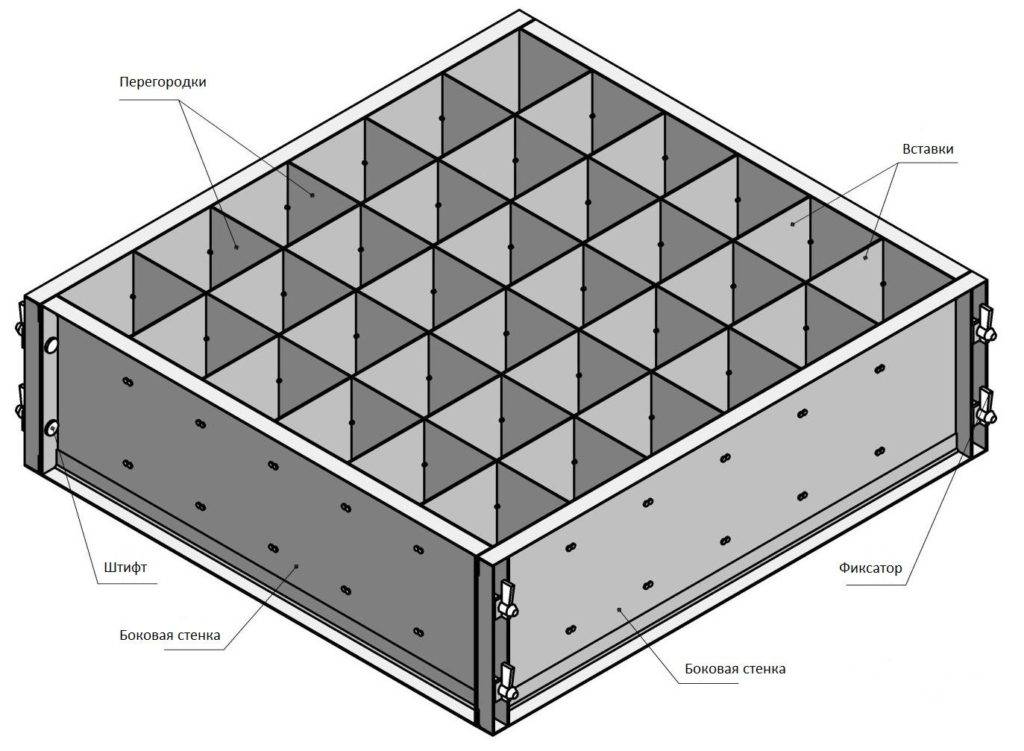
Основные преимущества самодельных блоков. Помните, что длина формы должна быть несколько длиннее, чем сами блоки из-за толщины перегородок
Производство формы важно начинать с самого дна, к которому начинают поочередно крепиться стенки и съемные перегородки. Если вы не хотите, чтобы блоки имели дефекты, монтируйте стенки с помощью фиксаторов, которые помогут разобрать форму после застывания материала. Если вы отдадите предпочтение фанере, то используйте для крепления гвозди, чтобы на поверхности пеноблоков не было никаких следов. гвоздями.







Помните, что длина формы должна быть несколько длиннее, чем сами блоки из-за толщины перегородок
Производство формы важно начинать с самого дна, к которому начинают поочередно крепиться стенки и съемные перегородки. Если вы не хотите, чтобы блоки имели дефекты, монтируйте стенки с помощью фиксаторов, которые помогут разобрать форму после застывания материала
Если вы отдадите предпочтение фанере, то используйте для крепления гвозди, чтобы на поверхности пеноблоков не было никаких следов. гвоздями.
Готовые схемы форм представлены ниже:

 Разновидности форм
Разновидности форм
Необходимо сказать, что формы для изготовления пенобетона своими руками – это наиболее оптимальный способ сделать блоки с нестандартными характеристиками и габаритами.
Оснастка из пластика
Для современного оборудования изготовление даже одноместной пластиковой формы стандартного размера 390х190х188 мм представляет сложнейшую технологическую задачу. Из предложений можно найти только прайс-листы от ООО «Торговый Дом LEFF» г. Омск, компаний из г. Кирова «Строительные технологии» и «Техтрон». Из зарубежных производителей можно назвать торгующие через российских посредников предприятия из Днепропетровска, Чернигова (оба – Украина) и, конечно, вездесущий Китай.
Предприниматели, определившись, где купить формы, вынуждены приобретать пластиковые секции сотнями и тысячами штук. Кажущиеся неудобства компенсируются дешевизной в пересчете на 1 куб. метр продукции, простотой в обращении и экономией смазки. Не нужно дополнительно разбирать или собирать форму под заливку. Смазка не требуется, так как пенобетон к пластмассе не прилипает.
Расчетный ресурс составляет 2 000 заливок, для одного кубометра блоков потребуется 67 форм. При цене 250 рублей стоимость оснастки на 1 пеноблок составит 0,1 рубля или 6 рублей на кубометр, что вдвое меньше, чем металлической модели.
Стоимость пластиковой оснастки
| Наименование | Цены, в рублях |
| Пластиковая 390х190х188 за 1 штуку | 300 |
| Наборная из полипропилена 600х300х200 ширина 1,5 м | 35 000 за 1 куб.м |
| Наборная из полипропилена 600х300х400 ширина 1,5 м | 29 000 за 1 куб.м |
| Из полипропилена на металлическом каркасе на 63 блока 600х300х200 | 105 000 |
| Из полипропилена на металлическом каркасе на 65 блоков 600х300х100 | 72 000 |
Металлические
Металлические формовочные контейнеры для пенобетона изготавливают двух видов:
- с дном,
- без дна.
При этом они могут быть разборными и неразборными.
Для разборных секций без днища применяют вырезанные лазерной резкой прокатные листы толщиной 4 мм. Высокая точность резки обеспечивает быструю сборку кассеты под заливку. Размеры собираемых кассет могут варьироваться в зависимости от количества изготавливаемых блоков, сохраняя при этом стандартные размеры: 600х300х200 мм, 600х300х100 мм. Недостатком листовой сборочной оснастки является отсутствие должной жесткости, что приводит к искажению геометрии изделия.
Формы с дном намного жестче и прочнее, поскольку дно и боковины сделаны из листа толщиной не менее 6 мм, дно дополнительно укрепляют швеллером. Их недостатком является привязка к одному типоразмеру продукции. Наиболее распространены многоместные формы для производства 35, 63 и 70 блоков стандартных размеров.
За счет некоторых конструктивных изменений формовочных кассет получаются пазогребневые формы для изготовления перегородочных плит.
Чтобы избежать прилипания блоков, стенки ячеек смазывают специальной саморазлагающейся со временем смазкой
Стоимость металлической оснастки
Некоторые предприниматели охотно покупают металлические б/у формы, резонно полагая, что они ничем не хуже новой, а стоит вдвое ниже. Например, стоимость 60-местной формы составляет около 17 000 рублей (новая стоила бы около 40 000).
Приведем некоторые усредненные цены от ведущих производителей формовочного оборудования для пеноблоков.
| Наименование | Цена |
| Без дна 600х300х200 на 22 шт. | 15 500 |
| 600х300х100 на 44 шт. | 23 500 |
| С днищем 600х300х200 на 35 шт. | 62 500 |
| С днищем 600х300х100 на 63 шт. | 48 000 |
| Кассетная для пазогребневых блоков 600х300х200 на 30 шт. | 35 800 |
Формы для пенобетонных блоков
После изготовления пенобетон находится в жидкой консистенции и растекается по поверхности оснастки с учетом своей вязкости. От формы для производства пеноблоков зависит не только их размер, но и качество готовой продукции.
Материал и тип, из которого выполнена технологическая оснастка, в первую очередь зависят от требований к оборачиваемости и масштабов производства. Оборачиваемость зависит от времени, которое проходит с момента заливки до предварительного отвердения.
По конструкционной особенности формы бывают двух типов -неразъемные и разъемные. Кроме того, они могут различаться по количеству блоков, которые можно залить одновременно, т.е. одноместные и многоместные.
Различные типы технологической оснастки позволяют получить как готовые штучные блоки, так и массив, который после извлечения из оснастки подвергается распилу.Конечно, формы для пеноблоков своими руками делают первого типа, так как они позволяют получить уже готовый продукт.
Недостатком оснастки для изготовления штучных блоков является то, что они позволяют выпускать изделия фиксированного размера. Чаще всего производят блоки габаритами — 200*300*600 мм.
Самыми распространенными материалами для их изготовления форм являются: влагостойкая фанера, пластик и металл. От типа материала зависят не только технологические и эксплуатационные свойства оснастки, но и ее цена.

Формы из фанеры
Формы для блоков
Формы из фанеры
Как правило, такие формы изготавливаются с металлическим каркасом. Металлические конструкции необходимы для того, чтобы придать фанере необходимую жесткость, а также предотвратить ее деформацию. В результате, это положительным образом влияет на качество выпускаемой продукции.
Главным достоинством оснастки из фанеры является ее невысокая стоимость и простота изготовления. Эксплуатация также не требует больших затрат. Формы могу выдержать как минимум 40-50 циклов заливки. Если правильно обслуживать фанерную оснастку и ухаживать за ней, то она сможет прослужить еще дольше.
Изготовленная форма для пеноблоков своими руками представляет собой сбитый фанерный ящик с ячейками. Каждая ячейка соответствует размеру будущего изделия.
Совет! Перед тем, как заливать смесь в фанерные формы, внутреннюю поверхность следует смазать. Это предотвратить прилипание пенобетона к бортам и основанию.

Форма из пластика
Формы из пластика
Пластиковые формы для пеноблоков являются самыми дешевыми. Они отличаются неприхотливостью в эксплуатации и не требуют смазки перед заливкой. Недостатком таких форм является их хрупкость. Этим обусловлен их незначительный срок эксплуатации.
В последнее время стали производить металлические каркасы, в которые устанавливается пластиковая оснастка. Они позволяют увеличить долговечность форм.






Металлические формы
Формы из металла
Самыми прочными являются металлические формы для пеноблоков, но при этом они и самые дорогие. Однако, если учитывать продолжительность срока их эксплуатации, то стоимость форм составляет незначительную часть в себестоимости готовых изделий.
Сделать металлическую оснастку гораздо сложней. Если у вас нет такой возможности, то можно поискать б у формы для пеноблоков, которые будут стоить гораздо дешевле, чем новые.
Технология производства пеноблоков в домашних условиях
Технология производства пеноблоков в домашних условиях предусматривает выполнение следующих работ:
Чем дольше замешивается композиция, тем больше разрушается пена, что недопустимо, так как чревато существенным снижением прочностных и иных характеристики готового пенобетона
- Подготовка исходных компонентов в количествах, соответствующих рецептуре.
- Приготовление необходимого объема пенообразователя из пеноконцентрата.
- Смешивание в бетоносмесителе цементно-песчаного раствора.
- Добавление воды и введение пены с последующим смешиванием.
- Заливка пенобетонной смеси в формовочные емкости.
- Отстаивание готовых блоков в емкостях.
- Извлечение продукции из форм для дальнейшей сушки.
Изготовление сборной формы для пеноблоков
Изготовление своими руками формовочного ящика для заливки пеноблоков предоставляет возможность не ограничиваться стандартными габаритами изделий. Конструируя формовочную емкость, следует учесть количество блоков, которые будут заливаться за один прием.
Для изготовления формы применяются следующие материалы:
- влагостойкая фанера;
- металлический лист;
- строганые доски.
Процесс изготовления формовочной емкости несложный:
- Подготовьте рабочий чертеж или эскиз формовочного ящика.
- Перенесите эскизные размеры на применяемый материал.
- Нарежьте боковые и поперечные заготовки требуемых размеров.
- Вырежьте дно формовочной емкости.
После изготовления отдельных элементов соберите форму. При использовании фанеры уложите внутрь ячеек полиэтилен, облегчающий извлечение готовых изделий и предохраняющий материал от поглощения влаги. Поверхность металлического ящика смажьте отработанным маслом.
Постарайтесь делать формы с максимально правильной геометрией
Приготовление цементно песчаного раствора
Процесс подготовки песчано-цементной смеси выполняется по следующему алгоритму:
- Очистите песок от примесей с помощью сита.
- Взвесьте необходимое количество портландцемента и песка.
- Загрузите ингредиенты в бетоносмеситель.
- Перемешайте в течение 5 минут до однородной консистенции.
Какой использовать пенообразователь для пенобетона
Качество пенообразователя влияет на эксплуатационные характеристики пенобетона. Применяются различные пенообразователи:
- покупные, предлагаемые в специализированных магазинах. Они представляют собой концентрат, который разводится до требуемого состояния согласно рекомендациям предприятия-изготовителя;
- самостоятельно изготовленные. В состав самодельного пенообразователя входят едкий натр в количестве 0,15 кг, 0,06 кг столярного клея и килограмм канифоли. Ингредиенты смешивают при небольшом нагреве до однородной консистенции с последующим добавлением воды.
Самостоятельно подготовленный пенообразователь не уступает по качеству готовому концентрату.
Разливаем готовый пенобетонный раствор
Заполнение формовочных емкостей осуществляется различными способами:
- вручную при небольших объемах производства пенобетонных блоков;
- с помощью бетононасоса при изготовлении блоков в промышленных объемах.
Разновидности форм для пенобетона
 Металлическая сборная опалубка для пенобетона
Металлическая сборная опалубка для пенобетона
Опалубка для пенобетона классифицируется по нескольким признакам:
- По материалу, из которого она изготовлена – дерево, фанера, пластик, пенопласт, металл;
- По параметрам – для стеновых больших и малых блоков, для пазогребневых;
- По конструктиву – полностью разборные или цельная основа с мобильными перегородками. Первые очень просто хранить и перевозить, так как все элементы в разобранном виде занимают мало места, когда второй тип более надежен в эксплуатации.
Также опалубку для пеноблоков можно характеризовать по принадлежности к типу производства, а именно, литой и резательной. В первом случае, оснастка должна иметь формообразующие перегородки, когда для литой необходим просто надежный каркас.
Опалубка для забивки монолитного пенобетона и последующей его резки
Если у вас организованно производство литого пенобетона, то иногда практикуете резку блоков, не обязательно приобретать дополнительную опалубку для монолита. Если не ставить перегородки, то можно получить вариант оснастки для резательной технологии.