Quattro Elementi MultiPro 2100
Фото:https://beru.ru
В этот сварочный аппарат заложена практически максимально возможная универсальность: «итальянец» способен работать и как полуавтомат, и варить в ММА- и TIG-режимах. Конечно, при максимальном токе в 160 А и низком ПВ его при всем желании не отнести к профессиональным, зато в личной мастерской его возможностей будет достаточно. С учетом того, что в конструкцию аппарата введены форсаж дуги, антиприлипание и «горячий старт», то для режима ММА чего-то еще трудно и требовать, если Вы работаете электродами диаметром 2-3 мм. Нужно сварить тонкое железо? Что ж, поставьте катушку с проволокой и подсоедините горелку. В MIG-режиме аппарат способен работать по двухтактной или четырехтактной схеме, хотя это не отнести к настолько уж серьезным преимуществам – лучше бы производитель расширил регулировки режима TIG.
Сварочный аппарат MultiPro 2100 (TIG, MIG/MAG, MMA)
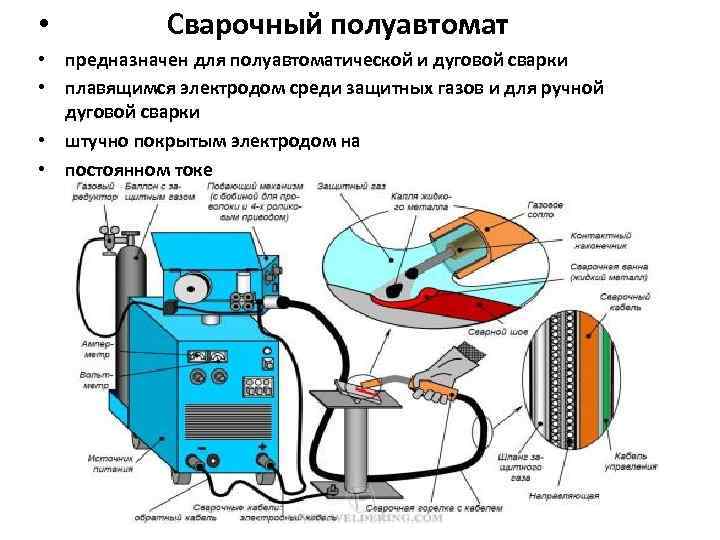
Полуавтоматические сварочные модели
Сварочные аппараты полуавтомат используются для частных работ, бытовых, для ремонта кузова автомобилей. Конструкция такой сварки состоит из:
- Выпрямителя;
- Трансформатора;
- Привода, который подает проволоку;
- Рукава, оборудованного горелкой;
- Баллона с газом.
Сварочный процесс происходит при помощи проволоки, плавящейся в электрической дуге. Регулировать ток можно ступенчато. Полуавтоматические модели могут работать с газом или без (есть возможность переключения), исключительно с газом, либо совершенно без газа.
К преимуществам подобных аппаратов можно отнести высокую производительность, отличные швы, которые получаются на разнообразных материалах.
К минусам таких аппаратов относят то, что они разбрызгивают металл, огромные затраты материала на угар.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
- контактные губки;
- тракторные сопла;
- флюсовые конусы;
- ролики для распрямления проволоки;
- токоподводы.
Придется приобрести ролики для распрямления проволоки.
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Теоретическая основа
Между электродом и заготовками, из-за разности электрического заряда, возникает дуга, которая своим теплом расплавляет кромки деталей и электрод, образуя новую, весьма прочную субстанцию. Расплавляемый шлак, застывая, защищает шов от окисления, до полного его остывания.
Электрическая дуга
Ее температура достигает нескольких тысяч градусов, по сути — это короткий разряд при замыкании разноименных полюсов, роль которых играют электрод и металл конструкции. Эмиссия электронов ионизирует воздушную прослойку и активируется дуга, которая замыкает электрическую цепь.
После стабилизации устойчивого горения путем установки нужного зазора и регулировки оптимальных параметров работы агрегата, начинается плавление металлов и образование шовного соединения с покрытием из расплавленного шлака.
Процесс соединения металлов

- Вначале детали жестко закрепляются на расстоянии, необходимом для действия межатомных сил металлов. Затем кромки нагреваются при помощи сильного излучения дуги до температуры плавления.
- После нагревания происходит перетекание атомов, при этом образуется расплавленная однородная масса. После остывания формируется прочный шов.
Соединение металлических конструкций выполняется тремя способом: плавление, давление и термохимическая реакция.
Проблемы и их решение
Качество сварки зависит от разных причин: используемого электрода, толщины и вида металла соединяемых конструкций, используемой аппаратуры. На первом месте стоит человеческий фактор, потому что, кроме выбора режима работы, исполнитель должен постоянно поддерживать устойчивое горение дуги, плавно перемещать электрод, для качественного выполнения шва.










И. М. Курбатов, образование: колледж, специальность: оператор аргонодуговой сварки, опыт работы: с 2001 года: От твёрдости руки сварщика зависит качество сварного соединения и его долговечность при нагрузках во время эксплуатации».
Трансформаторный сварочный аппарат
Самые простые сварочные аппараты – это трансформаторы. Их структура включает в себя понижающий трансформатор, который преобразует параметры сети до необходимых для проведения работ. Так же для работ изменяют силу тока.

Один из методов изменения силы тока заключается в смещении одной из обмоток трансформатора.
- Трансформаторы используются для варки черных металлов.
- Работы с другими металлами могут проводиться только при наличии дополнительного оборудования.
- Помимо этого, при использовании аппарата для серьезных работ требуются специальные электроды.









В последнее время популярность трансформаторов снижается из-за большого количества недостатков, относительно других аппаратов. Несмотря на это трансформаторы используют за счет невысокой стоимости и надежности.

- Дешевизна;
- Качество сборки;
- Возможность ремонта в домашних условиях;
- Хорошие параметры.

Минусы
- Аппарат достаточно тяжелый;
- Неудобные габариты;
- КПД ниже других;
- Ощутимое потребление электричества;
- Ограничен работой только с черными металлами.

Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
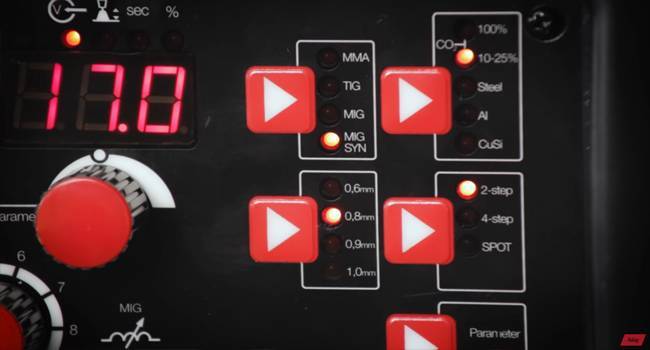
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла | Сила тока | Диаметр проволоки |
1,5 мм | 70 — 80 А | 0,8 |
2,0 мм | 90-110 А | 0,8 |
3 мм | 120 — 140 А | 1,0 |
4 мм | 140-160 А | 1,0 |
5мм | 160 — 200 А | 1,2 |
Метод сварки ММА
Перед тем как рассматривать сам метод, следует узнать про электроды ММА, что это специальные плавящиеся металлические стержни, покрытые специальными составами для соединения различных марок стали. Основные этапы такого типа сварки, как ММА, что это такое, нюансы и особенности описывает технология выполнения работ, заключающаяся в следующем.









Ток, подающийся на электрод, образует между поверхностью подлежащих свариванию изделий и металлом стержня дугу с высокой температурой. При разогреве стержня и поверхности изделий, образуется область плавления. В объеме доведенного до жидкого состояния металла создается особенная зона – сварочная ванна, в которую поступает плавящийся металл электрода в форме покрытых шлаком отдельных частиц.
В зоне расплавления осуществляется смешение поступившего металла и материала изделий, более легкий расплавленный шлак выталкивается на поверхность образованного шва. Максимальное углубление, на котором выполняется расплавление металла свариваемого элемента, называется «глубиной проплавки».
Габариты сварочной ванны зависят от режима выполнения работ. При ручной дуговой сварке MMA доля металла изделия в ее формировании достигает 35%.
При расплавлении покрытия электрода в сварочной ванне формируется специальный газовый режим. Газы, выделившиеся при сварке методом ММА, вытесняют воздух и образуют защитную среду, препятствующую прямому контакту расплава с внешней средой. В этом слое содержатся преимущественно пары расплавленной стали или других металлов и легирующих веществ.
Аппарат для газовой резки и сварки
Класс оборудования, использующих не электричество в качестве плавления металла, а газ. Привычная модификация ацетиленового аппарата с использованием карбида кальция сегодня уступает место более совершенному оборудованию со сжиженным газом в баллонах, хотя и продолжает успешно эксплуатироваться в частных хозяйствах и организациях ЖКХ.
Не зависимо от способа подачи носителя энергии, оборудование делится на три категории:
Сварочное. Используется специальная горелка. Редуктор ограничивает подачу газа, оптимальную для сварки. Резку делать таким аппаратом не резонно, слишком долго.
Универсальное. Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
Резаки. Предназначены для разделки крупных конструкций на отдельные части. Горелка особой формы, длиной до метра и более. Мощная подача кислорода и газа выдувает расплавленный метал.
Видео: Как правильно выбрать сварочный аппарат
Газовое оборудование имеет свои плюсы и минусы. К преимуществам относят: дешевизну, медленный нагрев и остывание металла, иногда эта особенность нужна, возможность полностью контролировать время обработки с помощи мощности пламени.
Шов отличается высоким качеством при соответствующей квалификации мастера. К тому же газовой горелкой можно не только варить металл, но и закалять, отпускать его. К недостаткам относят длительность процесса, достаточно большую площадь нагрева, взрывоопасность.
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.










Термический класс
Сварочная дуга
Сварочная дуга – это источник тепловой энергии для расплава металла. Представляет собой электрический разряд, возникающий при разрыве цепи. В качестве питающего механизма применяются устройства, работающие на постоянном или переменном токе.
Электродуговая
Электродуговая технология – наиболее распространенный способ соединения металлических изделий. Своей популярностью обязан относительной простоте применяемого оборудования и низкой себестоимости выполнения работ. Известно несколько видов дуговой сварки.
Ручная дуговая
Работы выполняются электродами с флюсовым покрытием и аппарата для сварки. Метод получил свое название благодаря функциям, которые осуществляются сварщиком:
- Выбор направления движения стержня и его скорость.
- Длина дуги;
Под действием высокой температуры флюс расплавляется. Одни компоненты попадают в зону расплава, улучшая качественные характеристик, другие остаются на поверхности, образуя защитную пленку.
Неплавящимся электродом

В качестве электродного материала используются тугоплавкие элементы: вольфрам или графит. Температура плавления базовой поверхности ниже, чем у электрода. Это обстоятельство увеличивает срок эксплуатации стержней. Допустимо использование присадочных металлов. Ввиду отсутствия флюса, работы ведутся в среде инертных газов.
Механизированная плавящимся электродом в среде защитного газа
Данный вид работ характеризуется применением особого присадочного материала – электродной проволоки, состав который зависит от свойств рабочей поверхности. Для подачи материала в зону сварки используют подающие механизмы. Они могут быть как одним из узлов агрегата, так и автономным оборудованием. Проволока не имеет защитного покрытия, поэтому соединение выполняют под защитой газа. При его отсутствии используют особый тип присадки – порошковую проволоку, которая содержит флюс для защиты шва. Для работы применяются аппараты, функционирующие в полуавтоматическом режиме.
Под флюсом
В этом случае на зону соединения вносят флюсовый состав, при плавлении которого возникает газовый пузырь, служащий барьером для вредных атмосферных факторов. Подчиняется требованиям ГОСТа 8713-89. На серийных производствах имеются установки, выполняющие сварку под флюсом в автоматическом режиме.
Электрошлаковая
Особенностью метода является система подачи тепловой энергии: ток проходит через флюс, нагревая его. Затем происходит плавление присадочного материала и заготовки. Способ незаменим при вертикальных соединениях с углублением, относительно основной плоскости.
Орбитальная
Метод промышленного стыкования поверхностей с круглым сечением, таких как трубы. Существует два способа реализации неразъемной связи. В первом случае заготовки вращаются вокруг своей оси. Под действие силы трения достигается рабочая температура. Во втором случае изделия зафиксированы, а вокруг них вращается подвижная головка аппарата для дуговой сварки. В этом случае используется электродная проволока.
Газопламенная

Технология характеризуется использованием тепловой энергии, образующейся при сгорании горючих газов и их смесей. В зависимости от массовой доли кислорода, определяется характер пламени. Оно может быть трех типов:
- окислительное;
- нейтральное;
- восстановительное.
Наиболее перспективным считают использование дециана. Препятствием к распространению является его токсичные свойства, однако рабочие параметры газа сопоставимы с технологией дуговой сварки, поэтому ученые активно ищут возможность устранения вредных факторов.
Плазменная
Рабочим инструментом является плазмотрон, генерирующий высокотемпературную плазменную дугу. В качестве механизма регулировки струи используют электромагнитные силы, увеличивая скорость ионов до необходимой величины. Помимо сварки, плазму используют наплавки, резки и напыления.
Электронно-лучевая
Высокотехнологичный метод, отличающийся принципом нагрева поверхности – для повышения температуры используется электронная пушка, которая создает поток электронов. Соединение элементов выполняют в условиях вакуумных камер.
Лазерная

На зону соединения воздействуют тонким лазерным лучом, который характеризуется точностью обработки и малым влиянием на зону вокруг шва
Стыковой метод соединения пластмасс оплавлением
Исходя из названия, для оплавления пластиковых изделий используется нагревательный элемент с покрытием из тефлона.
Еще один метод соединения полимеров. Нагрев осуществляется элементами сопротивления, которые устанавливают на соединительную муфту. После монтажа заготовки подается электрический ток, расплавляющий пластик.
ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Недостатки выпрямителей и трансформаторов идентичны.
Рейтинг лучших моделей
Чтобы облегчить выбор пользователей, профессионалы составили рейтинг лучших моделей сварочных аппаратов для использования в домашних условиях.
Зубр «Мастер» М 1
Такой агрегат рекомендован к использованию для ручной электродуговой сварки плавкими электродами. Прибор характеризуется высокой скоростью поджига и высокой производительностью.










Преимущества:
- Безопасность использования.
- Низкое потребление электроэнергии.
- Наличие защиты от перепадов напряжения.
- Не перегревается при продолжительном периоде эксплуатации.
- Высокое качество обработки.
- Простота применения.
Недостатки:
Высокая цена.
Ресанта САИ-190
Это сварочный аппарат инверторного типа ММА. Прибор характеризуется тем, что его можно использовать даже при перепаде напряжения. Агрегат подходит для сварки как тонких, так и толстых материалов.
Преимущества:
- Не перегревается при продолжительном периоде эксплуатации.
- Высокая мощность, которая составляет 5500 Вт.
- Качественная система охлаждения.
- Относительно бесшумная работа.
- Компактные габариты.
Недостатки:
Отсутствие кейса для транспортировки.
Калибр Micro СВИ-205
Это бытовой инвертор, который рекомендован к применению для несложных сварочных работ. Прибор обеспечивает преимущественно качественный шов, но в этом случае все зависит от типа обрабатываемого материала.
Преимущества:
- Легкий вес и компактные размеры.
- Простота и удобство применения.
- Высокое качество обработки.
- Простота поджига.
- Высокая производительность.
Недостатки:
- Короткий провод.
- Во время работы провод нагревается.
Aurora Stickmate 200
Это универсальная модель, которую можно использовать для разных типов сварки. Агрегат оснащен функцией ForceArc, что позволяет использовать прибор без залипания электродов. Кроме того, именно это опция обеспечивает высокое качество швов. Устройство имеет еще одну полезную дополнительную опцию Antistick. Она автоматически уменьшает силу тока, если возникает такая необходимость. При этом все соответствующие параметры сохраняются.
Преимущества:
- Простота и удобство применения.
- Простота поджига.
- Наличие защиты от перепадов напряжения.
- Возможность применения с кабелем, длина которого составляет до 50 м.
- Качественная система охлаждения.
Недостатки:
Большой вес.
Сварочный аппарат – важный инструмент при работе с металлами. Существует большое количество видов подобных агрегатов, поэтому пользователь может подобрать тот вариант, который полностью удовлетворит его потребностям.
- Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов
- Как пользоваться холодной сваркой: инструкция и советы, разновидности, руководство по использованию
Или все-таки инвертор?
Конечно, в нем собраны все пожелания домашнего мастера по сварке: широчайшие функциональные возможности, разнообразные режимы сварки – все для счастья человека. Популярности среди широких масс населения этому типу сварочного оборудования не занимать. Цена, правда, высоковата. Но по мнению многих, эта овчинка по-настоящему стоит выделки.
На что обращаем внимание при его выборе домой?
- Главный критерий – также напряжение электрической сети, это те же 220В и 380В. И так же, как в предыдущих случаях, трехфазные модели инверторов являются более мощными. А от мощности устройства зависит его долговечность и срок использования. Ведь чем больше мощность, тем меньше перегревается аппарат.
- Следующий критерий – характеристики токов и режимы сварки. Их выбор будет зависеть только от одного – толщины свариваемых металлических заготовок. В интернете вы сможете найти множество данных о зависимости диаметра сварочных электродов в миллиметрах от значения сварочного тока в амперах. Обычно для домашнего инвертора вполне хватает силы тока от 60А до 160А. К тому же имеющаяся возможность плавно регулировать величину тока позволит вам еще больше повысить качество сварочного шва.
- Еще один важнейший фактор, который нужно учитывать при выборе инвертора в обязательном порядке. Это продолжительность включения ПВ, которая показывает время работы аппарат без перерыва при максимальных значениях тока. Иногда этот показатель называют ПН – продолжительностью нагрузки. Чем выше продолжительность включения, тем дольше инвертор сможет функционировать без перегрева. Вообще-то ПВ можно рассчитать, исходя из чистого времени сварки по отношению к паузам для смены электрода или подготовки материалов. Если, к примеру, в спецификации инвертора указана ПВ в 80%, то чистое время сварочного процесса будет длиться ровно 4 минуты. Затем вам придется сделать паузу длительностью в 1 минуту.
- Следующий критерий всегда указан в паспорте устройства – мощность инвертора. В этой строчке называется уровень номинального сварочного тока, при использовании которого инвертор не будет самопроизвольно выключаться из-за перегрева. Мощность лучше выбирать с запасом: если потребность в номинальном токе составляет 120А, выбирайте аппарат с показателем в 180А. Такой запас позволит вам использовать длинные электрические кабели и, самое главное, вы сможете работать при скачках напряжения с общей сети.
- ДПН расшифровывается как «диапазон питающего напряжения». Этот параметр делает безболезненными перепады напряжения в 20 – 30%, которые встречаются сплошь и рядом в сельской местности.
- Лучшие сварочные инверторы снабжены фирменными дополнительными опциями, которые облегчают работу сварщика – новичка, должны быть особенно важны для вас, если вы – тот самый новичок в сварочном деле. Речь о АП – антиприлипании, ГС – горячем старте, ФД – форсаже дуги. Значимы ли они для вас с вашим текущим опытом – решать вам и только вам.
В качестве резюме пройдемся по главным идеям нашего обзора. Классификация сварочных аппаратов – стройная и понятная система, которая отлично поможет принять решение, какой сварочный аппарат будет самым оптимальным для ваших работ в домашних условиях.
Желаем дельного похода в магазин, грамотного продавца и хороших помощников рядом.
Как инверторы разделяются по своим функциям
Схема сварки в среде аргона.
Классификация сварочного оборудования может проводиться по самым разным критериям. Это относится и к инверторам. Функциональность – самый, пожалуй, удобный критерий для разделения огромного числа моделей на понятные группы.










Для быта
Домашний сварочный аппарат должен обладать определенными характеристиками: компактный, недорогой, с широкими функциями. Среди инверторов таких – великое множество
В основном все они китайского производства, к которым нужно относиться осторожно и грамотно. В чем заключается такой подход: покупать в приличных торговых сетях, внимательно читать спецификации
Даже если вы купите китайский инвертор приличного, как вам кажется, качества, будьте готовы к тому, что дешевизна любого устройства ведет к его недолговечности. Это классическое правило распространяется не только на китайские товары.
Профессиональные инверторы
И стоят дороже, и делают больше. Эти аппараты предназначены для операций разной сложности, они мощные, с регулированием характеристик сварочного тока, долговечные и надежные. Все они предназначены для работ в промышленных масштабах.
Специализированные инверторы
Само название говорит за себя. Мы уже упоминали устройства для точечной сварки или лазерной технологии. Их также отличают очень высокие качественные характеристики, и они также предназначены для производственных операций.