Какой лучше использовать станок для блоков
Перед застройщиками, которые решили самостоятельно изготавливать шлакобетонные блоки для возведения стен, возникает вопрос выбора оборудования. Не всегда имеется возможность арендовать станок для производства строительных блоков, особенно в небольших населенных пунктах. Многие принимают решение изготовить оборудование своими силами. В зависимости от финансовых возможностей, можно остановиться на следующих вариантах:
- простейшей конструкции, позволяющей в домашних условиях изготавливать стеновые блоки при минимальных затратах;
- модернизированном варианте агрегата, укомплектованном устройством уплотнения и дополнительными механизмами.
Сложно дать однозначный ответ, какой станок для производства блоков предпочтительнее применять. Все зависит от количества блоков, которые необходимо изготовить и возможностей финансирования. Остановимся на особенностях каждого агрегата.
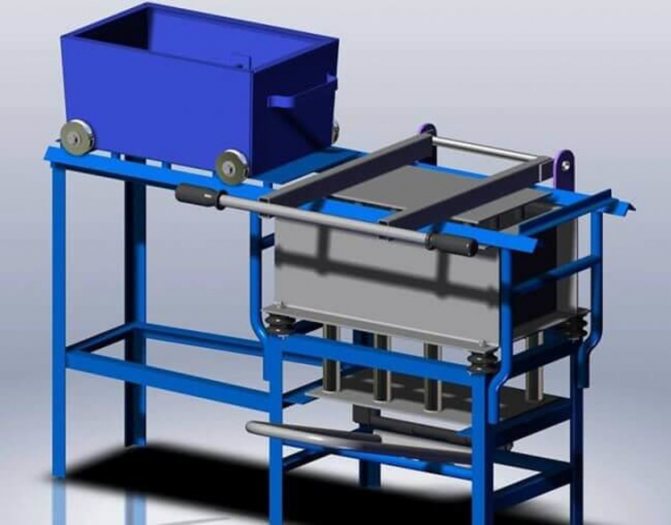
Станок для блоков упрощенной конструкции
Для изготовления шлакоблоков своими силами в уменьшенном количестве необязательно изготавливать механизированный агрегат, использовать вибратор, а также дополнительные механизмы. Процесс изготовления по упрощенной технологии может осуществляться в специальных формах.

Станок для блоков упрощенной конструкции
Порядок действий:
- Соберите формы и обмажьте их внутреннюю поверхность отработанным маслом.
- Залейте в разборные формы шлакоблочную смесь.
- Оставьте на 3–4 часа до застывания раствора.
- Разберите емкости и аккуратно извлеките блоки.
- Обеспечьте возможность высыхания в закрытом помещении.
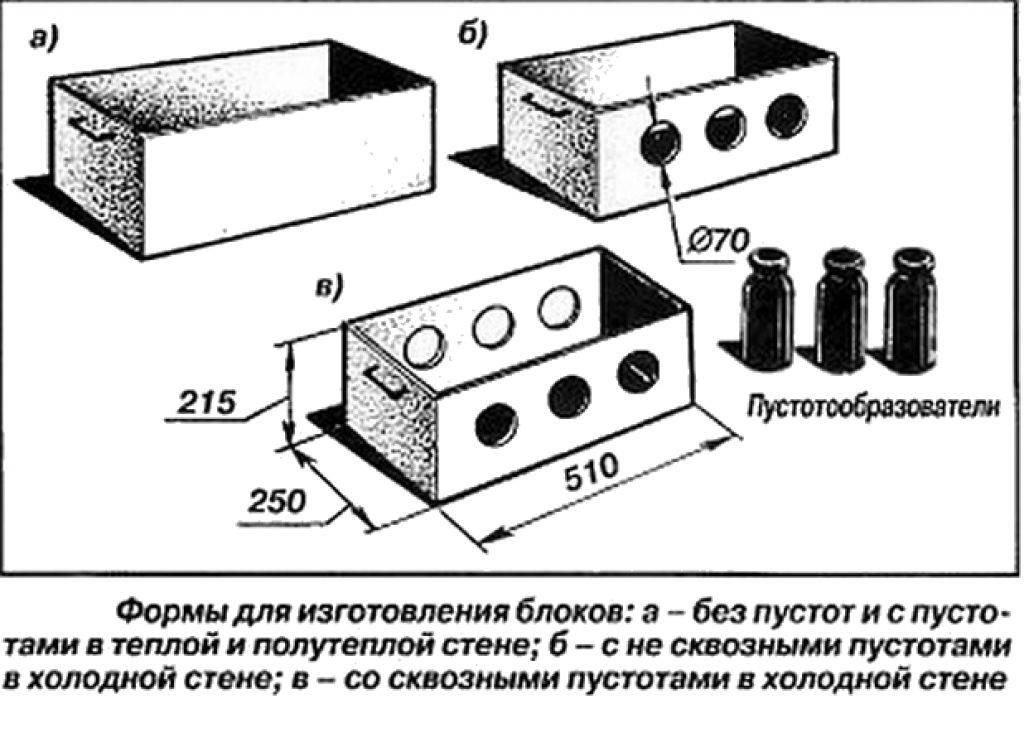
При необходимости изготовления полой продукции, для формирования полостей целесообразно использовать обычные бутылки от напитков. Упрощенный станок для производства блоков, представляющий собой емкость необходимого размера из древесины или стали, можно изготовить при минимальном объеме затрат.
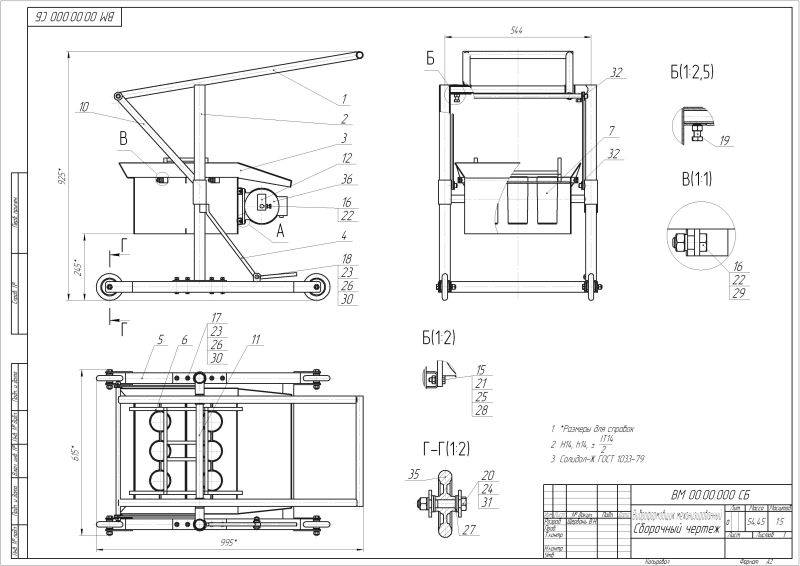
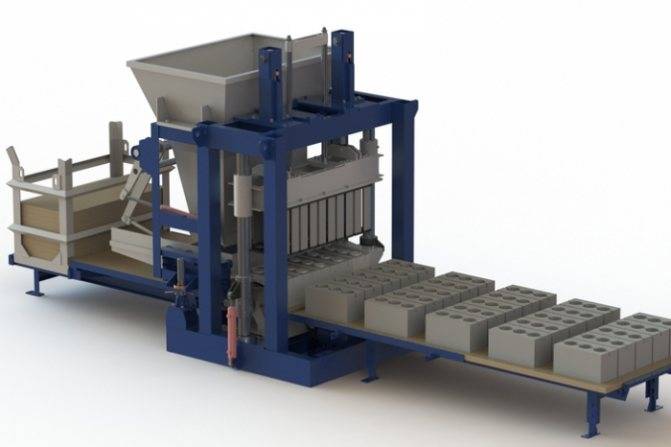
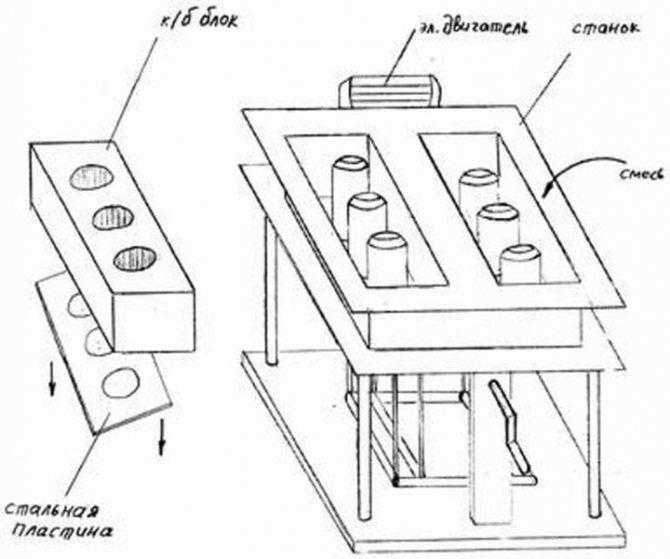
Модернизированный станок для производства строительных блоков
При увеличенной потребности в шлакоблоках для строительства большого здания можно изготовить более сложный станок для производства блоков, укомплектованный специальными устройствами:
- вибрационным механизмом. В качестве вибродвигателя применяется электрический мотор, на приводном валу которому расположен эксцентрик. Мощность привода зависит от размера формы, массы шлакобетонного раствора и составляет 0,5–1,5 кВт. Под воздействием вибрации происходит уплотнение шлакобетонного массива, равномерное распределение материала по всему пространству формы, а также удаление воздушных включений. В результате уплотнения повышается удельный вес и прочность шлакоблочной продукции;
- подъемным приспособлением. Оно предназначено для ускоренного извлечения готовой продукции из формовочных емкостей. Существует множество конструктивных решений, позволяющих ускорить и облегчить выемку блоков. В наиболее простом варианте достаточно приварить рукоятки произвольной формы к формовочной емкости, потянув за которые можно извлечь затвердевший блок. Используя готовые чертежи, можно самостоятельно собрать рычажный механизм из подручных материалов.

Модернизированный станок для производства строительных блоков Применяемая в этом агрегате форма должна соответствовать размерам шлакоблока, который планируется изготовить. В большинстве случаев изготавливаются изделия стандартных габаритов – 0,4х0,2х0,2 м. Формовочная емкость должна иметь увеличенную на 4м5 см высоту, чтобы заформованный блок после уплотнения имел требуемые размеры. Для имитации полостей к днищу емкости можно приварить обрезки труб необходимого диаметра.
Практические рекомендации при выборе изделий и применении
Керамзитобетонные скц блоки, да и любые его разновидности выбрать не так сложно, да и технология укладки доступна для исполнения каждому.
Однако стоит соблюдать некоторые рекомендации:
Блок лицевой керамзитобетонный должен соответствовать требованиям к внешнему виду. Сколы и иные погрешности – не допустимы. При выборе материала обязательно руководствуйтесь сферой его применения. Какие керамзитобетонные блоки лучше? Ответ прост: те, свойства и назначения которых соответствуют заявленным в проекте постройки. Отдать предпочтение стоит тому производителю, изделия которого характеризуются наиболее высокими показателями. Слишком низкая стоимость должна вас смущать. Популярность марки и поставщика также имеют немалое значения
Для удобства и надежности можно обратить внимание на известные магазины. Где купить керамзитобетонные блоки: Леруа Мерлен — популярная сеть гипермаркетов
 Где купить керамзитобетонные блоки: Леруа Мерлен — популярная сеть гипермаркетов
Где купить керамзитобетонные блоки: Леруа Мерлен — популярная сеть гипермаркетов
Как проверить качество керамзитобетонных блоков при покупке? Проверьте наличие сертификата соответствия у поставщика на продукцию. Изделия, прошедшие контроль, обязательно должны соответствовать всем требованиям технической документации. Габариты изделий могут быть разными. Выбираются они в соответствии с толщиной стены, назначением и типом кладки. Ширина керамзитобетонного блока, как правило, составляет 18,8 см, длина- 38,8. И это – не просто так. Дело в том, что толщина слоя раствора обычно составляет 1 см, а толщина стен в 1 кирпич – 20 см
Если прибавить к вышеуказанным значениям1 см, то получатся те же 200 мм
Некоторые застройщики обращают внимание на оборудование, которое используется при выпуске изделий. Наиболее качественным вариантом считаются линии «ame maschinen»
Многие производители делают на это упор.
 Керамзитобетонный блок 30 22 38 «ame maschinen»
Керамзитобетонный блок 30 22 38 «ame maschinen»
- После приобретения материала, определитесь, что вы будете использовать при кладке: раствор или специальный клей для керамзитобетонных блоков. В последнем случае, вы лучше сохраните теплосберегающую способность стены за счет сокращения мостиков холода.
- При проведении работ четко соблюдайте порядок работ и технологические рекомендации. Не стоит забывать о смещении шва, контроле и корректировке.
- Не замешивайте слишком много раствора и не разбавляйте его в случае частичного застывания.
- Начинайте кладку с углов, а предварительно произведите гидроизоляцию фундамента.
Эти рекомендации позволят вам избежать отрицательных последствий.
А видео в этой статье расскажет подробнее о применении различных видов керамзитоблока.
Оборудование для производства
Для производства керамзитобетонных блоков (ручным способом) необходимы:
- бетономешалка;
- несколько лопат;
- станок с вибратором;
- несколько форм.
Бетономешалку можно приобрести или взять в аренду. Станки также продаются, хотя это не самое дешевое оборудование. Изготовить их своими руками можно, и если вы неплохой сварщик, то на один станок потребуется один день для сборки. Конструкции станков – огромное количество. В основном это рамные агрегаты, внутрь установлены и жестко закреплены формы. К раме также присоединен жестко вибратор, работающий от сети 220 вольт. Прибор продается в строительных магазинах.
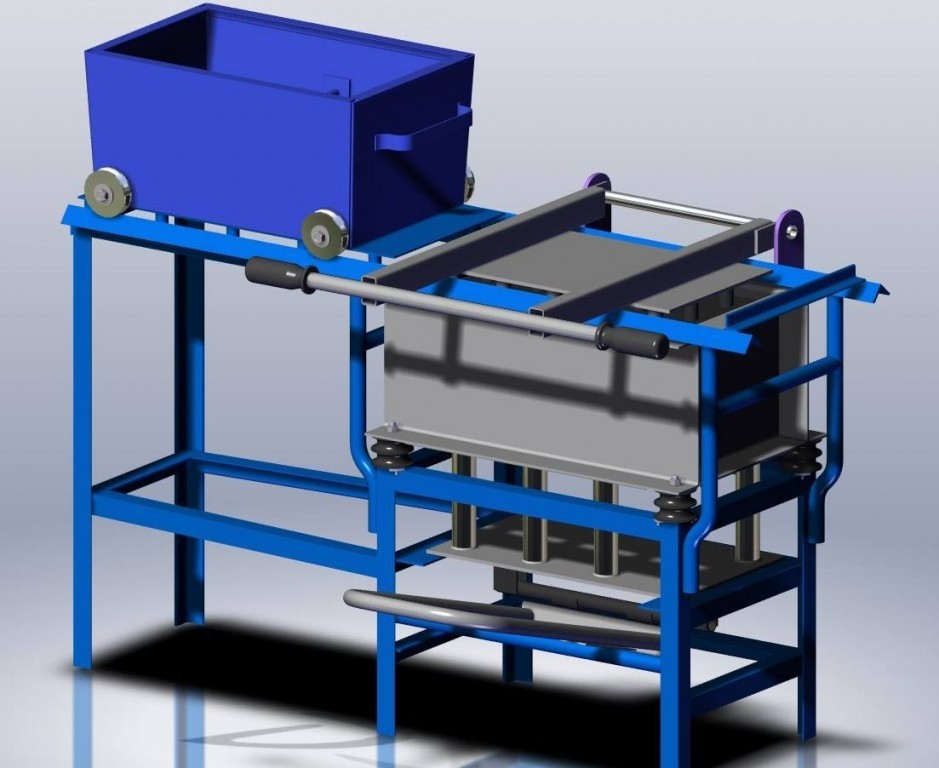
Другой вариант – вибрационный стол, представляющий собой горизонтальную плоскость. Она обычно устанавливается на пружины, к ней же прикрепляется вибратор. Для станка придется изготовить своими руками несколько форм. И чем больше площадь стола, тем больше на нем поместится форм, тем выше производительность самодельного оборудования.
Важно! Не переусердствовать, потому что у вибратора определенная мощность, которой хватает на вибрирование определенной массы. Вибростанок на два блока
 Вибростанок на два блока
Вибростанок на два блока
Форма для керамзитобетонных блоков
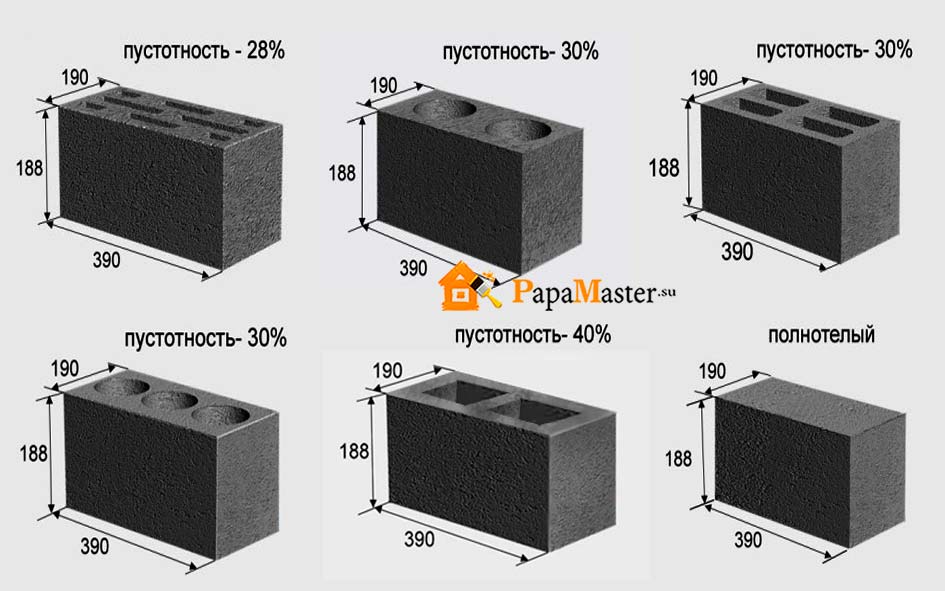
Для изготовления форм используют различные плоские материалы: листовое железо толщиною не менее 2 мм, доски, фанеру, плиты ОСП и прочее. Основная задача производителя работ – подогнать размеры формы под размеры блока: 190х188х390 мм (стандартный несущий стеновой блок). Существуют так называемые полублоки (применяются для возведения перегородок), размеры: 90х188х390.
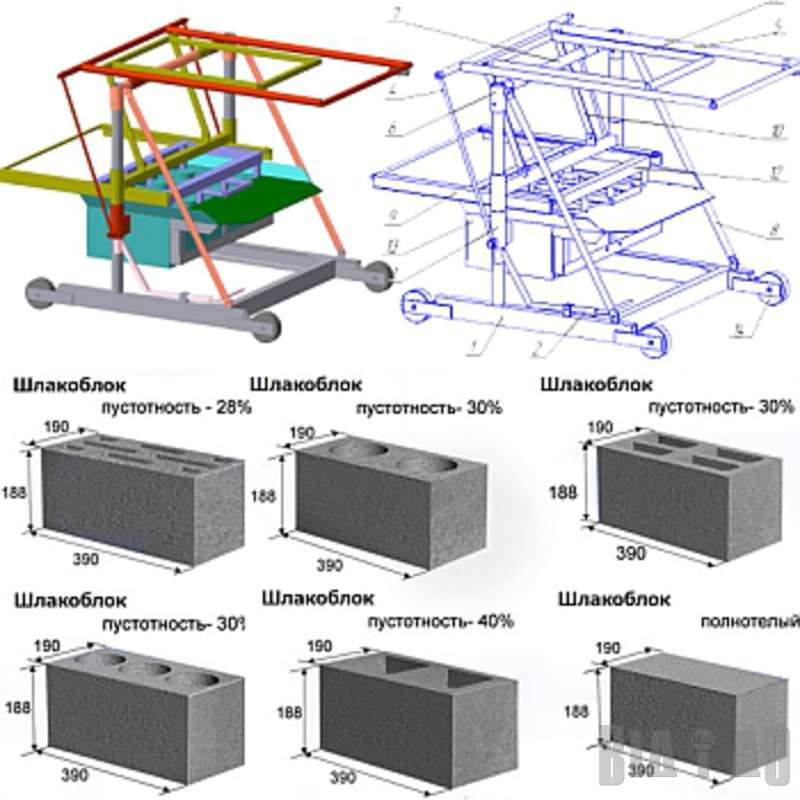
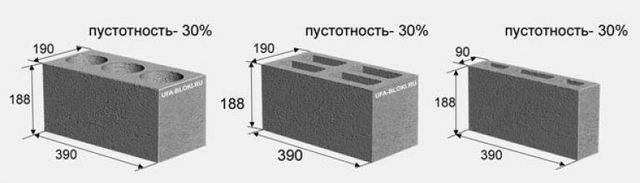 Стандартные размеры блоков из керамзитобетона
Стандартные размеры блоков из керамзитобетона
Одна из особенностей керамзитобетонных блоков – пустоты, которые облегчают камень без снижения несущей способности, снижают себестоимость за счет уменьшения используемого объема смеси, увеличивают теплотехнические качества изделия. Поэтому при изготовлении в формы устанавливают жестко три трубы диаметром 40-50 мм, расположенные на одном расстоянии друг от друга и стенками формы.
Трубы соединяются между собой сваркой горизонтальными перемычками (арматура, уголок или стальная лента). К стенкам формы крепятся электросваркой, если форма изготавливается из стального листа, или с помощью саморезов, если применены деревянные изделия.
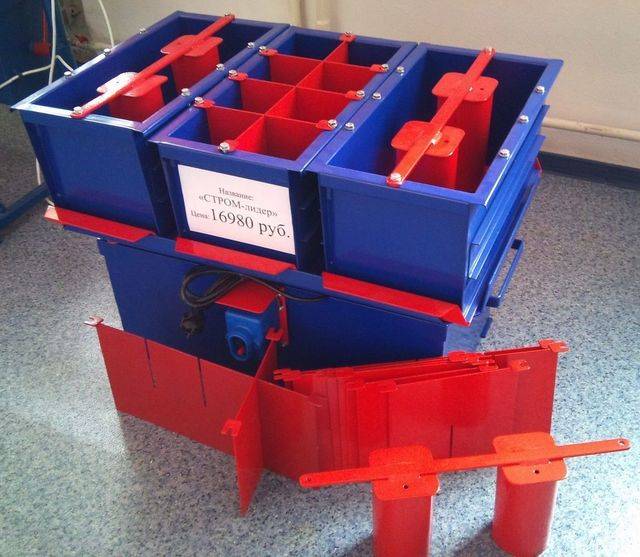 Готовые формы разного вида
Готовые формы разного вида
Работа с самодельным станком
Перед первой загрузкой смажьте все контактные плоскости маслом — раствор меньше будет липнуть на металл. Вибратор можно включать на любой стадии, но эффективнее всего это делать перед прессовкой. Позаботьтесь о надёжной электроизоляции мотора. Фартук должен закрывать его от попадания смеси.
Готовые блоки следует выдержать на открытом воздухе в летнюю погоду (от +10 до +30 °С) в течение 3-х суток. Поле с готовой продукцией необходимо накрыть полиэтиленом во избежание ранней пересушки.
Возможно, такой станок и не станет источником надёжного и практически бесплатного материала для строительства жилого дома, но поможет существенно сэкономить на содержании хозяйства или возведении гаража. Применив для штукатурки стен кладочный раствор (1 часть цемента, 3 части песка), вы продлите срок службы кустарного шлакоблока как минимум в 1,5 раза.





Вибростанок для производства блоков своими руками
Все производственные операции достаточно просты, но требуют определенных слесарных навыков. Для большинства типов станков, вам понадобятся:
- листовая сталь толщиной не менее 3 мм, для виброформы используйте не менее 5 мм;
- металлические уголки и трубы различных диаметров;
- болты с гайками;
- кнопки включения вибратора и провода;
- грунтовка и краска.
Для сборки формы нужно использовать свежий металл, без следов ржавчины. Иначе при распалубке шлакоблок в форме будет разрушаться. Для самой конструкции новый металл не принципиален. Можно даже не красить.
Сколько чего понадобится конкретно, вы поймете после разбора чертежей
Тут мы дадим общий принцип изготовления, последовательность действий и обратим внимание на некоторые нюансы. Возьмем за пример станок на два блока с формовкой блоков на полу. Первым делом изготавливаете форму, разделенную на две равные части по размерам шлакоблока, который вы собираетесь производить
Берите за основу стандартные размеры блока 390×190×188 мм (длина×ширина×высота)
Первым делом изготавливаете форму, разделенную на две равные части по размерам шлакоблока, который вы собираетесь производить. Берите за основу стандартные размеры блока 390×190×188 мм (длина×ширина×высота)
Обратите внимание, что сварные швы обязательно должны быть снаружи формы
Далее из отрезков труб, равных высоте формы, изготавливаете вставки для формирования пустот. Не забудьте приварить по торцам труб круги соответствующего диаметра. В камнях промышленного производства их три, соответственно вам понадобится 6 штук. Соединяете их между собой по три штуки с равным промежутком стальной полосой толщиной 5 мм. Делаете прорези на торцах формы, вставляете в них полосу со вставками, фиксируете. Форма готова. Не забудьте о необходимости изготовить крышку, которой вы будете придавливать смесь. Если вы не хотите делать сквозной блок, делайте высоту пустотообразователей меньше на 1 см.
Из труб делаете прямоугольную станину. Привариваете к ней две трубы вертикально. Они будут исполнять роль направляющих для движения формы. Надеваете на них бегунки (небольшие отрезки труб большего диаметра). Привариваете к бегункам вашу готовую форму. К вертикальным стойкам крепите через болтовое соединение рычаг-ручку в виде рамы. Не забудьте: чем больше будет рычаг, тем легче будет вам поднимать форму. Соединяете ручку с бегунками. Соединение может быть свободным болтовым или тросовым, по вашему усмотрению.
Вибратор для формы можно использовать заводской, либо собрать самому. На вал электродвигателя надеваете эксцентрик, который возможно подобрать лишь экспериментальным путем. Вибрация должна быть такой силы, чтобы обеспечить достаточный уровень прессовки, не приводить к высыпанию состава из формы. В качестве эксцентрика используйте обычную металлическую пластину, в которой сверлите отверстия для придания ей большей разбалансированности.
Не расстраивайтесь, если у вас не получится с первого раза. Помните, что это не отработанная и не стандартная технология, каждый мастер привносит что-то свое. Если у вас не будет получаться достойный результат по чертежам – придумайте свое решение. Конструкции можно изменять и совершенствовать, как вы того пожелаете.
Как самому сделать шлакоблоки?
Шлакоблоки отлично подходят для строительства такого нетребовательного к стройматериалу объекта, как гараж. Причем сделать их можно из вполне доступного сырья.
Из чего можно сделать блоки?
Уже сама по себе идея изготовления блоков своими руками предполагает, что вы можете немало сэкономить на строительном материале. Единственное, что вам понадобится приобрести в магазине — цемент. Все прочие компоненты вы можете достать абсолютно бесплатно. В первую очередь это касается песка и воды, которые можно легко найти рядом с местом своего проживания. Что же касается шлаковых компонентов, то добыть их вы можете из строительных отходов:
- деревянные опилки;
- бой кирпича;
- бой стекла;
- зола;
- отходы от щебня;
- бой застывшего цементного раствора;
- металлургические отходы.
Таким образом, получается, что платить за шлаковые компоненты вам тоже не придется.
Как сделать шлакоблоки в домашних условиях?
Для более наглядного представления опишем процесс изготовления шлакоблоков в виде последовательности этапов:
В самом начале необходимо подготовленные компоненты поместить в бетономешалку, соблюдая оптимальные пропорции. Смесь для шлакоблоков делают по такой же схеме, как и в случае с бетонной смесью при строительстве фундамента.
После того как смесь будет готова, ею заполняют форму и тщательно утрамбовывают ее. Если вы собрались заниматься серийным производством шлакоблоков, то проще всего это сделать специальным вибростанком. Во всех остальных случаях вы можете взять обычный молоток и постучать сверху по форме. Так вы поможете утрамбовать смесь, чтобы она смогла заполнить все пустоты в форме, и удалить из нее все пузырьки воздуха
А это очень важно, поскольку от количества воздуха, содержащегося внутри блока, зависит его прочность.
Чтобы получить пустоты, вам потребуется установить в раствор наполненные водой стеклянные бутылки. Чаще всего для одного блока оказывается достаточно 2 бутылок, которые следует размещать равномерно по всему основанию смеси.
Обычно процесс изготовления блоков занимает 2-4 суток. Однако свою максимальную прочность материал приобретет лишь через 28 дней. Только по прошествии этого времени вы можете использовать их для возведения запланированного объекта
На этом этапе важно принять меры по предотвращению растрескивания шлакоблоков во время их твердения. Для этого их время от времени смачивают водой
В первую очередь это обязательно нужно делать, если вы изготавливает шлакоблоки в жаркую погоду.
Имейте в виду, что наличие в блоке пустот никак не влияет на его прочностные характеристики. Более того, они положительно сказываются на его теплоизоляции и шумопоглощении.
Оборудование для изготовления
Описанная выше технология поможет вам максимально сэкономить на изготовлении шлакоблоков своими руками. Ее стоит использовать владельцам, которые хотят обеспечить себя материалом для сооружения небольшой хозяйственной постройки. Если же вас заинтересовало серийное изготовление шлакоблоков, то вам потребуется специальное оборудование. Его стоимость может быть различной в зависимости от определенных характеристик.
Сделать прочные шлакоблоки у вас не получится без вибростанка. Стоит такое оборудование может по-разному, цена на станок может зависеть от нескольких факторов:
- производитель;
- мощность;
- производительность.
Обзор оборудования
Для того чтобы производить пенобетон не обязательно покупать новое оборудование – б у или мини установки вполне справятся с необходимым объемом. Теперь, чтобы более детально разобраться в оборудовании, рассмотрим каждый элемент системы в отдельности.
Бароустановка
Бароустановка – уникальное оборудование
Данный агрегат – это станок для производства пеноблоков своими руками. Получение пены и замешивание производится за счет встроенного в смеситель активатора.
Основные преимущества устройства:
- С помощью мобильной установки можно доставить бетон непосредственно к месту работ;
- Надежность в работе;
- Полученный бетон является более ячеистым, а блоки, приготовленные из данного раствора, получаются более легкими;
- Для работы на агрегате не требуется специальная квалификация;
- Идеальный вариант для частных застройщиков или небольших строительных фирм.
Вибросито

Вибросито – залог высокого качества Еще один агрегат, без которого вам вряд ли удастся приготовить качественный пеноблок. Оно предназначено для просеивания и сортировки песка и цемента. Устройство состоит из сетки, рамы и вибродвигателя, работающего на электричестве.
При включении вибродвигатель вызывает колебания у блока с ситом и насыпанный в него песок просеивается. Далее по лотку пересыпается в общий сборник.
Основное преимущество – полученная однородная фракция цемента и песка позволяет в значительной степени улучшить качество производимых вами пеноблоков.
Компрессор

Новый компрессор прослужит долго
Еще один агрегат, полезный во многих отраслях строительства. Одноступенчатый поршневой прибор с прямым приводом используется с достаточно разнообразным выбором аксессуаров и прочего пневмоинструмента. При производстве пенобетона является обязательным элементом системы.
Основные преимущества компрессора:
- Негабаритный и легкий компрессор можно легко транспортировать к месту работ своими руками;
- Алюминиевые головки и блок цилиндров (отлитый из чугуна) с большими ребрами охлаждения способствует увеличению срока службы агрегата;
- Электродвигатель оснащен специальной защитой от перегревания;
- Имеется возможность регулировки давления на выходе.
Пенообразователь
Без пенообразователя у вас не получится приготовить пенобетон. Данная смесь обладает высокой устойчивостью (держит пену), что позволяет перевозить готовую массу на значительные расстояния без вреда для раствора.
В зависимости от желаемой плотности пеноблоков, расход пенообразователя может составлять от 0,25 л до 1,2 л на 1 м³ раствора.
Сам пенообразователь продается в пластиковых бочках, объемом в 220 литров.
Технические условия
Не забывайте, что помимо оборудования и пенообразователя, вам потребуется внимательно ознакомиться с техническими условиями производства.
Система в полной сборке
Для покупки ТУ у вас имеются две веских причины:
- С помощью ТУ вы сможете ознакомиться с рецептурой изготовления пенобетона высокого качества;
- Без них вам просто не обойтись, если вы решили кроме собственного строительства, продавать блоки частным застройщикам. Ведь для продажи пеноблоков вам потребуется специальный сертификат качества на изготавливаемую продукцию. Для того чтобы получить сей документ, от вас потребуется предоставить в сертификационные органы образец своей продукции и копию ТУ, по которому ее приготовили.
Оборудование для изготовления
Описанный выше способ считается малозатратным. Он пригодится тем, кто желает возвести небольшую хозяйственную постройку. В случае, если планируется серийное изготовление шлакоблоков, необходимо специальное оборудование, цена которого может различаться по некоторым показателям.






Оборудованием для изготовления шлакоблоков является вибростанок. Цены за штуку на него бывают совершенно разные, и могут отличаться по ряду показателей:
- производитель;
- мощность;
- производительность.
| Вибростанок | Производительность шт | Цена |
| РМУ-3 | 300-450 шт./8 часов | 21 000 руб. |
| Марс-2 | 60 шт./1 час | 14 990 руб. |
| Торнадо | 60 шт./1 час | 10 990 руб. |
Разновидности строительных блоков
Кирпич по-прежнему остается основным материалом при строительстве высоток, но для малоэтажного строительства дешевле использовать другие стройматериалы. Если исключить древесину, которая нынче дорогостояща, выбор все равно будет разнообразным. Современные стеновые материалы изготавливают из:
- пенобетона;
- шлакобетона;
- газобетона;
- керамзитобетона.
Таблица сравнения характеристик блоков
В качестве наполнителя шлакоблоков используют самые различные и порой экзотические материалы, являющиеся отходами производств: отсев, стеклянный и кирпичный бой, опилки, древесную щепу.
Рассмотрим для начала, как самостоятельно изготавливаются керамзитоблоки и шлакоблоки, как наиболее бюджетные среди всех вышеперечисленных стройматериалов.
Мнение эксперта: Станок для производства шлакоблоков
Если Вы не обладаете необходимыми знаниями и навыками для самостоятельного изготовления станка, советуем арендовать оборудование. При желании самостоятельного изготовления станка для производства строительных блоков используйте только качественные материалы
Советуем большое внимание уделить этапу созданию чертежа конструкции и заранее просчитать все нюансы. За образец возьмите заводское оборудование или уже готовое оборудование друзей и знакомых
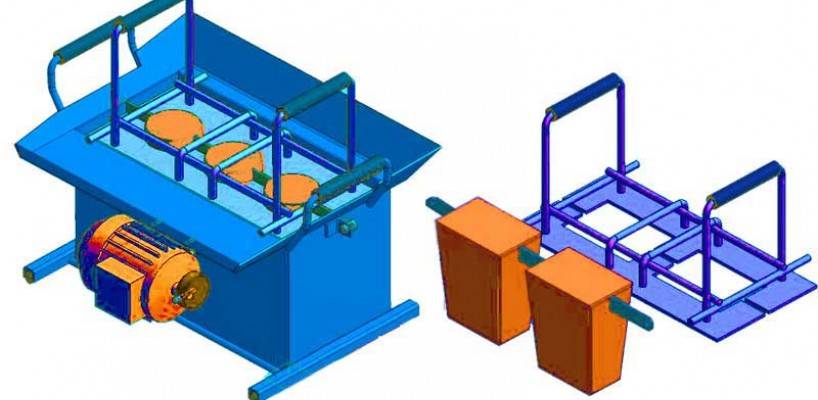
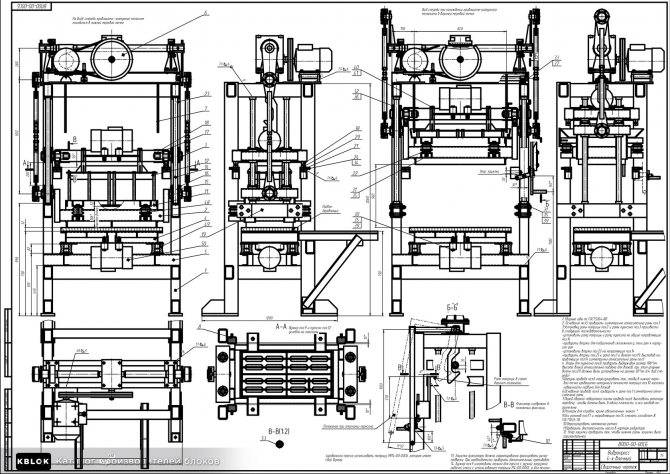
Конструкция самодельного вибростанка
устройство стола-вибратора: 1 — электромотор; 2 — груз для разбалансировки; 3 — шкив
Устройство вибростанка состоит из вибратора и матрицы-шаблона. Шаблонов может быть от одного до десятка, в зависимости от размеров самодельного станка. Матрица может быть любого удобного размера, если объединить несколько форм и установить их на электрический вибратор получается самодельный небольшой станок для изготовления шлакоблоков.
Вариантов чертежей в сети множество.
чертеж форм для шлакоблоков: 1 — матрица в развертке; 2, 3, 4 — поддоны; 5, 6, 7 — нижняя рамка матрицы делается из уголка 25х25; 8 — рейка для крепежа пустотников; 9 — пустотник; 10 — верхняя пробка пустотника; 11 — нижняя пробка пустотника
Матрицу своими руками делается по чертежу из металлического листа толщиной 3 мм. Форма представляет собой короб без дна, чтобы его поднимать предусмотрены ручки. Чтобы нижняя поверхность получилась ровнее и аккуратнее, сушат их на резиновых матах, обработанных любым моющим средством.
Еще один чертеж матрицы, которую несложно изготовить своими руками.
другой вид форм для шлакоблоков
Простая схема, позволяющая своими руками получать шлакоблоки без вибростола. В качестве пустотелов используются обычные стеклянные бутылки. Такую форму заполняют раствором с повышенным количеством влаги. Особенность этого метода в более продолжительном выстаивании раствора в формах — до нескольких часов. После чего форма разбирается и шлакоблоки досушиваются на воздухе.
Самодельные формы собирают из фанеры или листового металла, перед заливкой бетонной смеси изнутри форму обрабатывают техническим маслом.
Существует два варианта самодельных мини-станков:
- с вибростолом;
- в виде формы, к которой прикреплен двигатель со смещенным центром тяжести.
Второй вариант дает возможность изготавливать блоки без переворачивания, за один подход, поэтому он предпочтительнее при больших объемах производства.
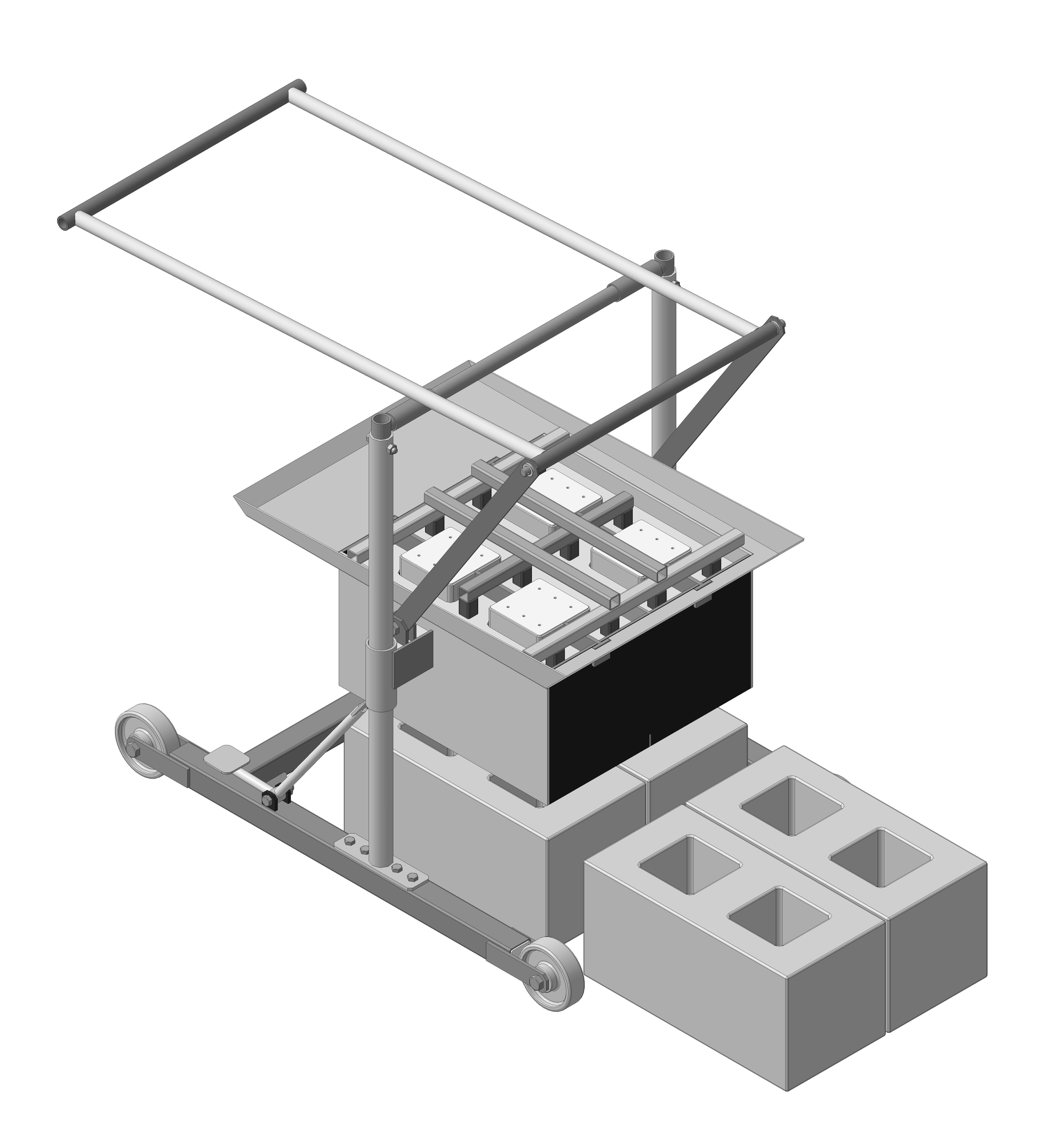
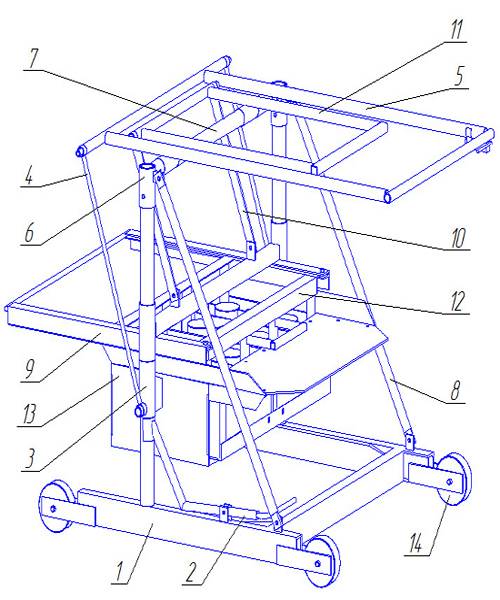
схема станка типа «несушка»
Сделанный своими руками мини-станок, работает за счет электромотора, установленного снаружи. Вибрация обеспечивается разновеликими грузами, которые разбалансируют корпус. Чтобы форма снималась легче, пустотники выполнены в форме конусов с разницей диаметров до 3 мм.
Необходимые материалы и инструменты:
- углошлифовальная машина (болгарка);
- сварочный аппарат;
- лист металла толщиной 2,5 — 3 мм;
- уголки 25х25;
- труба для пустотников;
- 2 жесткие пружины;
- асинхронный электродвигатель мощностью 120 — 180 Вт.
Ход работ:
- углошлифовальной машиной выполнить выкройку из металла;
- по сгибам во избежание появления трещин сделать надпилы с внутренней стороны на 1\3 толщины;
- сделать форму, все углы тщательно проверяются, предварительно прихватываются и если все ровно — можно заваривать;
- для амортизатора приварить по нижней части уголок;
- приварить поддон для смеси;
- по верхней и нижней поверхности проварить форму;
- приварить уголки для установки вибратора;
- заузить концы труб для пустотников на 2,5 мм.
Видеоролик о том, как самому сделать станок и использовать его:
Какое оборудование требуется?
Для выпуска керамзитобетоновых изделий разных видов (полнотелых, пустотелых) используют заводские профессиональные агрегаты, а также самодельные.
Выполненные профессионально, оба эти варианта будут приемлемы, если они способны изготавливать изделия, отвечающие ГОСТам:
- ГОСТ 33126-2014;
- ГОСТ 6133-99.
К основному оборудованию, которое помогает получить качественные искусственные камни (керамзитоблоки), относятся:
- Ручной вибрационный станок.
- Вибрационный стол.
- Вибрационный пресс.
- Передвижной механизированный станок.
Рассмотрим каждый вид подробнее.
Ручной агрегат
Ручной вибрационный станок работает с помощью электродвигателя, специального стенда, форм для полнотелых или пустотелых блоков, съемных и образователей выемок.
Такое оборудование:
- работает только при активном участии работника;
- имеет невысокую стоимость и небольшие размеры.
Минусом является малая производительность, из-за низкой мощности (не выше 2,0 кВт).

Вибрационный стол
Вибрационный стол – это агрегат, работающий от электродвигателя. Стол имеет устройство с вибратором, стальной или оцинкованный поддон с цельными или съемными бортами.
Принцип действия агрегата прост:
- формы с залитой керамзитобетонной смесью устанавливают на поддон вибрирующего стола,
- состав при этом хорошо трамбуется, принимая нужную форму.
Устройство такого станка считается простым, удобным в обслуживании, при минимальных затратах на его покупку. Недостатком агрегата считают активное использование человеческого физического ресурса (труда) и низкую производительность объемов продукции.
Передвижной механизированный
Передвижной механизированный станок имеет мощность 2-10 кВт. Он относится к мобильным агрегатам, в котором есть:
- элементы вибрации;
- прицепные и съемные ролики;
- модульные системы.
Механизированный мобильный станок имеет малые габариты. Несмотря на невысокую стоимость, его минус – он низкая производительность труда, при повышенной энергоемкости.






Вибрационный пресс
Вибрационный пресс востребован для выпуска керамзитобетонов в больших объемах. Он работает на высокой мощности – 500 кВт, в автоматическом или полуавтоматическом режиме.
Пресс оборудован специальными приборами контроля за готовыми блоками. Плюсом станка считают производительность выше 150 м3 керамзитобетона за одну смену. Минус – только в его высокой стоимости.

Благодаря работе станков по налаженному этапу, происходит производство изделий от приготовления рабочей смеси и формирования изделий, до их последующей просушки и дальнейшей транспортировки на склад.
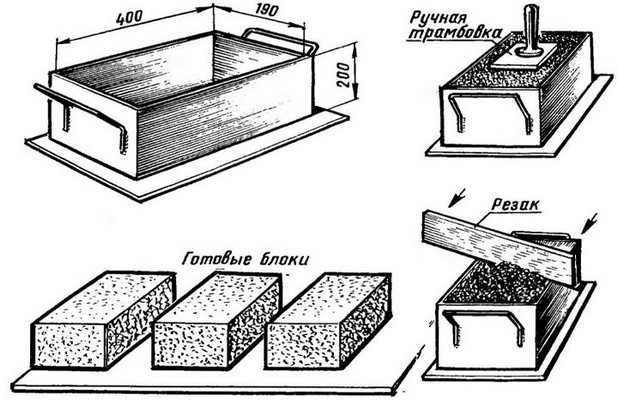
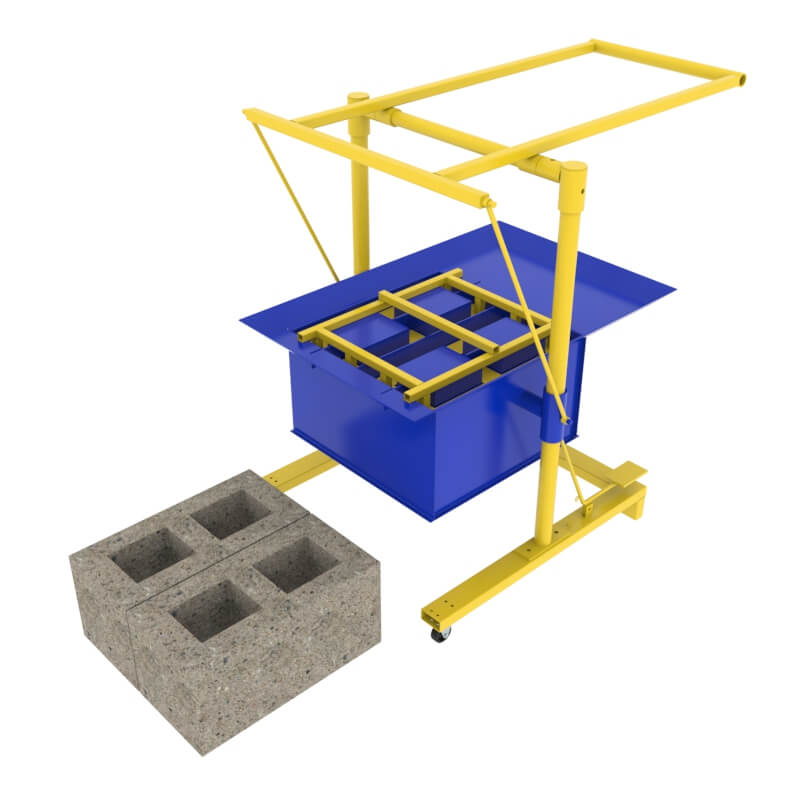
Простое оборудование для производства блоков
Приобретение станка для производства блоков при строительстве дачного дома может оказаться непозволительной роскошью. В этом случае можно за весенне-летний сезон, при установлении плюсовой температуры, изготовить блоки на улице. Использовать для такого производства можно разборные конструкции без вибрационного механизма.
Для стенок самодельной конструкции используют древесину или листы металла. Конструкцию изготавливают с учетом размера ячеек для блоков, которые, по стандарту, составляют 40−20−20 см. Для изготовления полупустотных изделий применяют бутылки от шампанского или металлические цилиндры. Цилиндры изготавливаются с диаметром не менее 8 см.
https://youtube.com/watch?v=ORyVfoqKrg4
Последовательность изготовления
Процесс изготовления блоков на таком оборудовании проходит следующим образом:
- Собирается готовая конструкция из стенок.
- Внутрь каждого отсека устанавливаются цилиндры или бутылки.
- Все внутренние стороны конструкции вместе с цилиндрами обрабатываются маслом.
- Готовится мягкий раствор и заливается в формы.
- Спустя несколько часов, форма разбирается.
- Блоки оставляют на открытом воздухе для просушки.
Более сложную модель шлакоблочного механизма с вибрационным устройством можно сделать самостоятельно при наличии в хозяйстве всех комплектующих.
Самодельный станок позволяет устанавливать необходимое количество форм для производства блоков. При изготовлении форм добавляют около 5 см по высоте, чтобы в процессе производства с вибрацией получить качественное изделие.
Для изготовления форм берут листовой металл толщиной не менее 3 миллиметров. Сваривают форму по внешним сторонам, чтобы в процессе производства блоков изделия имели правильную форму и внешний вид.
Внутренние цилиндры для получения пустотных блоков делают из того же металла, что и сама форма, с диаметром 8 см. Перед каждой заливкой раствора форму следует смазывать маслом, чтобы избежать прилипания раствора к стенкам.
Для удаления пузырьков воздуха из блоков в процессе изготовления и равномерного распределения раствора по форме станок снабжают вибрационным механизмом. Электрический двигатель от старой стиральной машины с мощностью от 150 Вт вполне справится с такой задачей. Для этого требуется планку со смещенным центром тяжести приделать к рабочему валу. Вибрация должна осуществляться на среднем уровне. Регулировка вибрации должна осуществляться вручную, чтобы в итоге получились блоки хорошего качества.
К форме для блоков приделывают подъемный механизм. Можно приварить обычные металлические ручки с двух сторон формы, чтобы не тратить время на изготовление сложной конструкции. Подъемный механизм нужен для правильного освобождения блоков от матрицы и сохранения исходной формы.