Лучшие инверторы для ручной сварки ММА
В этом разделе представлены инверторные аппараты для самого простого типа сварки – покрытыми электродами.
Eurolux IWM190 – бюджетный вариант
89%
покупателей рекомендуют этот товар
Один из самых недорогих инверторов обеспечивает комфортное выполнение сварочных работ благодаря своему небольшому весу (3,7 кг), широкому диапазону токов от 10 до 190 А и функции Hot Start.
Устройство может работать без снижения эффективности с напряжением на входе от 140 до 260 В. Допустимый диаметр электродов 1,6-5 мм. На лицевой панели аппарата предусмотрены регулятор тока и индикаторы текущего состояния инвертора.
Достоинства:
- Защита от перегрузок;
- Широкий диапазон сварочных токов;
- Высокий коэффициент ПВ 70% на максимуме;
- Форсаж дуги;
- Стоимость чуть выше 4 тыс. рублей.
Недостатки:
- Короткие комплектные кабели (2 и 1,5 м);
- Требователен к качеству электродов.
Eurolux – инвертор начального уровня для небольших объемов сварочных работ. Он станет отличным помощником дачнику, пригодится в частном доме и гараже.
Fubag IQ200 – компактная и мощная модель
88%
покупателей рекомендуют этот товар
Новинка в модельном ряду сварочных инверторов немецкого производителя подойдет для выполнения большинства бытовых сварочных работ. У аппарата широкий диапазон регулировки токов от 20 до 200 А, есть встроенная система охлаждения и защита от перегрузок.
Приятно видеть в «домашнем» инверторе полный набор полезных функций: форсаж, антизалипание, горячий старт. Благодаря им можно с комфортом работать любыми электродами 1,6-5 мм.
Достоинства:
- Хороший набор функций;
- Компактный и легкий (3 кг);
- Стабильная работа при низком входном напряжении от 150 В;
- Высокий КПД за счет применения IGBT-транзисторов.
Недостатки:
- Сравнительно низкий коэффициент ПВ 40%;
- К регулятору тока в рабочих перчатках не подлезть.
Благодаря неплохому функционалу и честным характеристикам, IQ200 можно рекомендовать как профессионалам, так и новичкам. Но сам аппарат рассчитан только на краткосрочную работу с большими перерывами.
Ресанта САИ-220 – самый функциональный из «ручников»
87%
покупателей рекомендуют этот товар
ММА-инверторы «Ресанта» можно назвать лучшими по соотношению цены, функциональности и качества.
Горячий старт, антизалипание электрода и увеличенное пороговое значение сварочного тока в 220 А позволяют делать качественные швы и резку металла. При этом остается возможность длительной беспрерывной работы, а стабильность дуги сохраняется даже при низком входном напряжении.
Ресанта САИ-220 – самая простенькая модель в линейке и годится разве что для учебы сварочному делу. Но у нее есть компактный аналог 220К, отличающийся лишь меньшими габаритами и весом, а также более продвинутая вариация с маркировкой «ПН».










Этот аппарат уже имеет дисплей с крупными и яркими цифрами, да и с его настройками разобраться будет проще.
Достоинства:
- Крепкий корпус с защитой ip21;
- Широкий диапазон настроек токов (от 10 А);
- Стабильная работа при напряжении 140 В;
- Высокий ПВ – 70%.
- Кейс в комплекте.
Недостатки:
- Отсутствие функции форсаж;
- Плохо переносит переохлаждение.
Ресанта САИ-220 подойдет и начинающим сварщикам, и опытным мастерам – достаточно выбрать подходящую модификацию.
Искра MIG-305SP – гибрид 2-в-1
86%
покупателей рекомендуют этот товар
Особенностями этого агрегата являются сравнительно невысокая мощность (6,4 кВт), а также раздельная регулировка напряжения дуги и сварочного тока в пределах 20-305 А, что весьма нетипично для моделей бюджетной ценовой категории. А главное – перед нами полноценный полуавтомат-гибрид с возможностью ручной сварки.
Сэкономить производитель решил на дополнительном функционале. «Искра» получила только самое необходимое для решения стандартных задач: кнопку быстрой заправки проволоки, индикацию перегрузки и возможность смены полярности в полуавтоматическом режиме.
Достоинства:
- Возможность работы без газовой среды в режиме ММА;
- Богатая комплектация вплоть до щитка и наколенников;
- Работа в непрерывном режиме – 60%;
- Невысокая для полуавтомата стоимость.
Недостатки:
Отсутствие быстроразъемного соединения горелки.
«Искра» – простой, но надежный инвертор, который подойдет для нерегулярного использования на даче или в гараже. Причем использовать его можно и как полуавтомат MIG, и как обычный ММА-прибор.
Виды
Трансформатор
 Электросварочный трансформатор – это силовое оборудование, работающее на частоте 50 Гц. К первичной обмотке поступает сетевой ток, а со вторичной снимается уже подходящий для сварки. Ток регулируется передвижением вторичной обмотки по отношению к закрепленной статично первичной.
Электросварочный трансформатор – это силовое оборудование, работающее на частоте 50 Гц. К первичной обмотке поступает сетевой ток, а со вторичной снимается уже подходящий для сварки. Ток регулируется передвижением вторичной обмотки по отношению к закрепленной статично первичной.
Трансформатор используется только для ручного сваривания расплавляющимися электродами, так как на выходе он способен выдавать только переменный ток. Дуга его неустойчива, качество шва зависит от опыта и мастерства сварщика.
Выпрямители для сварки
В аппаратах этого типа, кроме трансформатора, присутствует и выпрямитель, генерирующий постоянный ток со стабильными характеристиками.
Выпрямительные сварочные аппараты для дома используются в целях соединения элементов из черных и большей части цветных металлов. Качество получаемого шва лучше, чем у трансформаторов.
Инверторы
В современных моделях сварочников установлен инверторный источник тока в сочетании с выпрямителем и высокочастотным трансформатором. Электронный блок упрощает настройку и обеспечивает получение на выходе тока с оптимальными параметрами.
Сварочный инвертор для дома и дачи позволяет сваривать переменным током черные и цветные металлы и сплавы, даже с трудом поддающиеся свариванию. Большая часть бытовых моделей используется для аргонодуговой сварки при условии подключения дополнительных аксессуаров.
Выбор

Сомнений по поводу того, какой из аппаратов более хорош, у опытных сварщиков не возникает. Конечно же, лучше выбрать инвертор, чем трансформатор. Преимущества таких домашних приборов заключаются в следующем:










- качество шва;
- меньшие в разы вес и размеры;
- точная настройка и регулировка;
- экономичность.
Единственным недостатком инверторов является высокая стоимость. В рейтинге моделей можно подобрать аппарат, не подходящий для профессионального использования, но вполне пригодный для домашних или дачных работ.
Автоматы и полуавтоматы
Сложные приборы, производительность которых на порядок выше. Кроме стандартного оснащения, в автоматах имеется устройство для подачи проволоки, горелка и блок управления.
Процесс сварки протекает в среде защитного газа, соединение осуществляется при помощи присадочной проволоки, благодаря чему возможна сварка тонкостенных изделий и деталей из цветных металлов.
Важно! По причине недостаточной производительности такие устройства не годятся для сварки элементов значительной толщины. В этом случае лучше выбрать приборы для электродуговой ручной сварки.
Генераторы
Сложные аппараты, объединяющие в себе источник тока и жидкотопливный генератор. Сварка выполняется как от переменного, так и от постоянного тока.
Генераторы можно назвать оптимальным решением для не электрифицированных стройплощадок или при частых перебоях с электричеством.
TIG

При работе со штучными электродами на поверхности шва образуется окалина
Конструкция их аналогична инверторным агрегатам, но функциональность выше. К некоторым моделям подключается горелка.
MIG/MAG
Полуавтоматы такого типа оснащены механизмом ввода проволоки, выступающей одновременно как электрод и присадочный материал. Горелка передвигается оператором по линии образуемого шва.
Устройства способны работать в двух режимах:
- MIG. Сваривание выполняется в газовой среде, в нержавеющих сталях при этом сохраняются легирующие добавки.
- MAG. В область расплавления добавляются активные газы, предохраняющие металл от контакта с содержащимся в воздухе кислородом.
Для алюминия
Алюминий обладает низкой температурой расплавления, а изделия из него – небольшой толщиной. Потому для соединения алюминиевых деталей ручная сварка в большинстве случаев неприемлема – требуется большой опыт для образования качественного шва.
Для таких работ используется сварка в защитной газовой среде (полуавтоматы MIG) либо аргонодугового аппарата (TIG-сварка).
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.
Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение. Некоторые особенности:
- необходимо проводить сваривание только током с обратной полярностью;
- чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой “Al” или стандартные модели, но с увеличенным диаметром;
- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
Аргоном (AC TIG)
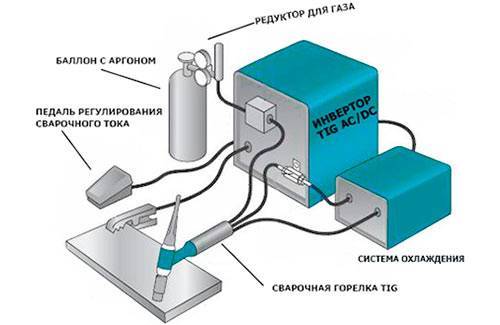
В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта. Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.










Инвертором и покрытым плавящимся электродом
Шов, полученный электродом ОЗАНА-2.
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.










Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.

Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Особенности сварки алюминия
Многие профессиональные сварщики уверены, что этот металл – один из самых сложных металлов в плане сварочных работ. Это обусловлено химическими и физическими свойствами алюминия. Для успешного проведения сварочных работ необходимо учитывать данные свойства.
Некоторые факты об алюминии: он абсолютно не изменяет цвета при нагревании, его сплавы имеют очень большой диапазон температур плавления – намного больше, чем у остальных металлов, этот металл не обладает магнитными свойствами, на воздухе это материал весьма быстро покрывается тонкой пленкой весьма устойчивого к различным воздействиям оксида (благодаря окислению сварка алюминия и является достаточно сложным процессом). Эти свойства стоит учесть как факт.
Некоторые вещи, которые важны для сварщика:
- Плавление оксидной пленки на поверхности алюминия. Поскольку оксидная пленка, которая образуется на поверхности алюминия, имеет существенно большую температуру плавления, чем сам металл, сварка алюминия и алюминиевых сплавов существенно усложняется. Для того, чтобы сварка алюминия прошла успешно, необходимо специальное сварочное оборудование (особый сварочный аппарат) и предварительная очистка поверхности металла от пленки окисла (травление).
- Необходимость больших затрат энергии. Поскольку теплопроводность алюминия намного больше, чем у прочих металлов (в частности, теплопроводность этого металла в шесть раз больше, чем у стали), для дуговой сварки этого материала необходим аппарат, способный выдавать большое количество тепла за счет электрической дуги. Также при соединении массивных деталей используется подогрев.
- Низкая температура плавления – существует вероятность прожечь вашу деталь.
Процессы сварки
https://youtube.com/watch?v=1rYDL9HfZL4
Для соединения данного материала применяются различные сварочные процессы. Самые популярные – импульсная полуавтоматическая MIG и аргоновая TIG сварка. Рассмотрим их подробнее.
TIG аргонодуговая
Суть сварочного процесса – сваривание этого металла неплавким электродом из вольфрама в среде защитного газа – аргона. Особенность сварочного процесса – необходимость переменного сварочного тока и устройства для зажигания дуги. Сварочные аппараты для такой сварки достаточно легки в использовании и могут применяться в домашних условиях. Преимущества – возможность регулировать баланс и частоту тока.
- Изменения частоты тока позволяют достичь большего контроля над дугой, фокусируя ее по ширине. Также посредством подстройки частоты может проводиться сварка тонких металлов, например, сварка алюминиевых проводов.
- Изменение баланса тока управляет раскислением алюминия. Правильная настройка баланса обеспечивает оптимальную производительность работ. Слишком высокий баланс отрицательно сказывается на стабильности, низкий – на производительности (не разбивается оксидная пленка).
MIG полуавтоматическая
Соединение алюминия и алюминиевых сплавов этим методом похожа на соединение стали, однако есть некоторые отличия.
Поскольку данный материал весьма теплопроводен, необходимо правильно регулировать мощность дуги и скорость подачи проволоки.
Правила MIG
- Выбор оборудования. Сварочный аппарат для соединения алюминия и алюминиевых сплавов должен обладать режимом импульсной работы. Благодаря этому сварочные аппараты могут разбивать оксидную пленку и уменьшается перегрев и вероятность прожога материала.
- Сварочный газ. Аппарат для сварки алюминия должен подавать чистый аргон, тогда как аппарат для работы со сталью использует смесь аргона с двуокисью углерода.
https://youtube.com/watch?v=aDFeNxxTtYg
Плюсы и минусы аргоновой технологии
Схема аргоновой сварки плавящимся электродом.
При использовании во время сварки алюминия аргонодуговой технологии можно выделить целый ряд преимуществ:
- Низкий уровень накаливания металла. Это дает возможность без повреждений первоначальных форм сваривать конструкции с любым уровнем сложности.
- Во время воздействия аргона на сварочный шов обеспечивается прочное соединение материалов.
- С помощью высокотемпературной дуги сварочную работу можно провести быстро.
На появление недостатков при использовании данной технологии может повлиять лишь неопытность человека, проводящего сварочную работу,и оборудование, то есть точность его настройки. Также стоимость самого аргона и электродов с вольфрамовым покрытием существенно бьет по карману.










Но поскольку он является дорогим газом, можно прибегнуть к некоторым хитростям:
- Самостоятельно настроить параметры газовой струи.
- Если в сам сварочный аппарат установить электромагнитный клапан, можно регулировать количество подачи аргона во время сварки.
При аргонодуговой сварке можно применять гелий в соотношении 30% аргона к 70% гелия, используя постоянную силу тока.
Используемое оборудование
Для работы с алюминием и нержавейкой используются:
Сварочный трансформатор. Работает только в режиме MMA. Вполне годится для работ с нержавеющей сталью посредством соответствующих электродов
Необходимо принять во внимание особенности материала и использовать требуемые режимы:
- Электрод должен быть коротким (иначе расплавится до окончания процесса).
- Сила тока уменьшается до 20%, по сравнению с обычными сталями.
- Увеличить зазоры между изделиями во избежание деформационных процессов.
- Необходим практический опыт.
Сварочный трансформатор для работ с алюминием применять возможно, но с созданием защитной среды и высокой квалификацией сварщика.
- Выпрямитель. Работает во всех трех режимах. Годен для соединения алюминия или нержавейки. Относится к профессиональному оборудованию. Эффективен при сетевом напряжении 380В. Требует определенной квалификации сварщика. Стоит дороже, чем бытовой трансформатор или инвертор в 2-5 раз.
- Инвертор. Используется для всех режимов:
- Ручная сварка всеми типами электродов.
- Полуавтоматическое соединение металлов посредством проволоки в облаке газа или без оного.
- Соединение металлов вольфрамовым стержнем с применением инертного газа.
На базе инвертора производятся:
- Сварочный инвертор MMA.
- Инвертор TIG.
- Инвертор MIG/MAG.
Сварочные аппараты: виды и характеристика
На сегодняшний день промышленность выпускает три основных вида оборудования, предназначенного для соединения металлов — трансформаторы, инверторы и выпрямители. Среди них наибольшее распространение получили сварочные трансформаторы, которые обладают такими достоинствами, как доступная цена, простая конструкция и высокая надежность в эксплуатации. Они не имеют электронных узлов, поэтому любой собственник может отремонтировать их самостоятельно.
Но при всех своих достоинствах трансформаторы имеют и ряд недостатков, которые, к сожалению, перевешивают их плюсы. Наиболее ярко они проявляют себя при использовании трансформаторов на даче или в частном доме.
- Имеют большие размеры и значительный вес.
- Демонстрируемый КПД недостаточно высокий и чаще всего не превышает 80%.
- Серьезной проблемой для владельцев при пользовании такими агрегатами становится невозможность их подключения к бытовой электросети, так как для работы им требуется очень много энергии.
Специалисты выделяют еще один немаловажный недостаток сварочных трансформаторов. Если с таким устройством будет работать мастер, не обладающий достаточным опытом, то он не сможет эффективно его использовать. Вряд ли начинающему сварщику удастся выполнить качественный шов, поскольку удержать сварочную дугу, не обладая необходимыми навыками, будет достаточно сложно.
Связано же это преимущественно с тем, что этот агрегат работает на переменном токе. Для изменения силы тока в таких агрегатах предназначена вторичная обмотка на сердечнике, которую передвигают механическим путем. Но любитель вряд ли сможет установить необходимое значение рабочего тока, если ему раньше не приходилось работать с подобного рода устройствами.
Куда более простыми в эксплуатации являются сварочные выпрямители, которые в процессе работы обеспечивают более стабильную дугу, работающую без прерываний и скачков. В целом они функционируют по тому же принципу, что и сварочные трансформаторы. Правда, в отличие от последних позволяют подавать постоянный ток на сварочный стержень. Такую возможность они получили за счёт добавления в конструкцию выпрямителей селеновых или кремниевых блоков.
Из достоинств, которыми обладают сварочные выпрямители, можно выделить:
- Возможность работы со сварочным оборудованием даже без наличия специальных навыков.
- Возможность выполнять качественный сварной шов при работе с изделиями из цветных металлов, а также обладающими повышенной теплоустойчивостью металлических сплавов и чугуна.
- Обеспечение надежного сварного соединения.
- Образование малого количества брызг металла, возникающего при использовании присадки.
Помимо вышесказанного, сварочные выпрямители отличаются от трансформаторов и весом. В целом именно выпрямители более предпочтительны для использования на даче, нежели сварочные трансформаторы. Однако и у них можно выделить ряд недостатков, которые не позволяют их использовать эффективно для дома. Основными среди них являются:
- Невысокий КПД (около 80%).
- Проблемы с подключением к бытовой электросети. Качественная и стабильная работа установки возможна только при подключении к сети, поддерживающей напряжение 380 В.
- Высокая цена.
Есть ещё одна проблема, о которой необходимо упомянуть. Сварочные выпрямители имеют довольно сложную конструкцию. Помимо стандартных рабочих узлов, они содержат и дополнительные элементы в виде измерительных и предохраняющих узлов, термостатов, различных дросселей, пускорегулирующих механизмов, что значительно усложняет ремонт этих устройств в домашних условиях.
Технология сварки латуни
Аргонодуговая сварка применяется для сварки латуни относительно большой толщины (до 5 мм).
Перед работой изделия из латуни зачищаются и обезжириваются с помощью азотной кислоты до характерного металлического блеска.
Для того чтобы избежать прожига металла, латунь соединяют электрической дугой отдельными точками, а не сплошной варкой. При сваривании кратера необходимо постепенно уменьшать напряжение дуги, повышая ее длину и постепенно отводя в сторону.
Чтобы не испортить металл и выбрать подходящие настройки аппарата, рекомендуем потренироваться на ненужном куске металла прежде чем переходить к сварке заготовок.